Pytanie 1
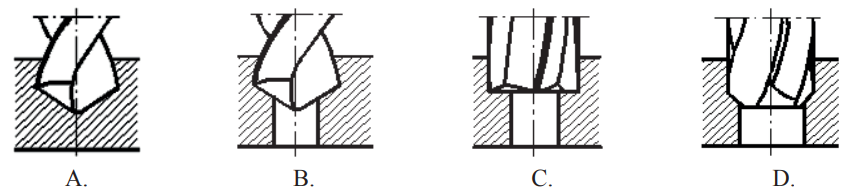
Symbol graficzny będący oznaczeniem punktu zerowego obrabiarki, przedstawia rysunek

A. A.
B. B.
C. C.
D. D.
Symbol, który zaznaczyłeś w odpowiedzi B, to ten sam punkt zerowy obrabiarki, który jest naprawdę ważny. To jakby nasz punkt startowy, od którego wszystko mierzymy, żeby dobrze wyprodukować detale. Wiesz, jak to jest – nawet mała pomyłka w jego ustaleniu może spowodować, że cała partia nie wyjdzie tak, jak powinna. A w rysunku technicznym mamy różne standardy, na przykład ISO 1101, które mówią nam, jak te symbole powinny wyglądać, żeby wszyscy rozumieli, o co chodzi. Przykładowo, w programowaniu CNC musisz dobrze ustawić ten punkt, bo inaczej detale mogą być krzywe lub źle wymierzone. Jak to ogarniesz, to nie tylko łatwiej zrealizujesz projekty, ale też unikniesz błędów, które mogą kosztować sporo kasy.