Pytanie 1
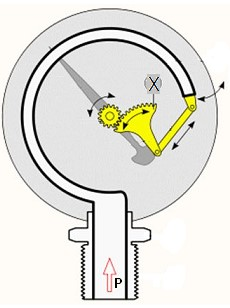
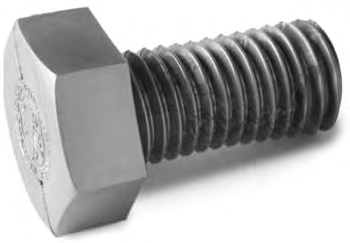
Którą przekładnię zębatą przedstawiono na rysunku?

A. Planetarną.
B. Stożkową.
C. Ślimakową.
D. Walcową.
To, co tu widzisz, to klasyczny przykład przekładni stożkowej. Przekładnie tego typu służą głównie do przenoszenia ruchu obrotowego między wałami przecinającymi się pod kątem, najczęściej prostym, czyli 90 stopni. Kluczowa cecha rozpoznawcza to koła zębate mające kształt stożka – zęby są wycięte na powierzchni stożkowej, co zdecydowanie odróżnia je od walcowych czy ślimakowych. Przekładnie stożkowe znajdziesz w skrzyniach rozdzielczych, mostach napędowych samochodów terenowych albo w maszynach przemysłowych, gdzie trzeba zmienić kierunek przekazywanego napędu. Moim zdaniem ten typ przekładni jest bardzo uniwersalny – dobrze sprawdza się tam, gdzie trzeba uzyskać kompaktową i wytrzymałą konstrukcję. W branży automatyki czy budowy maszyn to wręcz standard przy różnorodnych napędach kątowych. Warto pamiętać, że prawidłowe zazębienie i obróbka tych kół wymaga dużej precyzji, bo od tego zależy cicha i płynna praca całego układu. Co ciekawe, w praktyce stosuje się zarówno koła z prostymi, jak i łukowymi zębami, choć te drugie są cichsze i bardziej wytrzymałe. Takie przekładnie są zgodne ze standardami ISO i DIN, co gwarantuje ich powtarzalność i bezproblemową wymianę w większości aplikacji.