Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 30/40 punktów (75,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Do podstawowych działań związanych z przygotowaniem walcówki ze stali niestopowej do procesu ciągnienia na zimno zalicza się
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
O ile należy dogrzać wsad przeznaczony do wykonania odkuwki, jeśli temperatura kucia stali ma mieścić się w zakresie 900÷1200°C, a wsad ma barwę wiśniową?
| Temperatura, °C | Barwa stali |
|---|---|
| 680 | ciemnoczerwona |
| 740 | ciemnowiśniowa |
| 770 | wiśniowa |
| 800 | jasnowiśniowa |
| 850 | jasnoczerwona |
| 900 | intensywnie jasnoczerwona |
| 950 | żółtoczerwona |
| 1000 | żółta |
| 1100 | jasnożółta |
| 1200 | żółtobiała |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie z wymienionych urządzeń powinno się wykorzystać do przewozu gorących wlewków w piecu wgłębnym na terenie kuźni?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie informacji zawartych w tabeli określ czas nagrzewania pręta stalowego o średnicy d = 80 mm w induktorze zasilanym prądem o częstotliwości 500 Hz.
| Zalecane częstotliwości prądu i czasy nagrzewania stali konstrukcyjnej | |||||
|---|---|---|---|---|---|
| Średnica wsadu mm | Czas nagrzewania w minutach, przy różnych częstotliwościach prądu | ||||
| 50 Hz | 500 Hz | 1000 Hz | 2500 Hz | 8000 Hz | |
| 20 | 0,4 | ||||
| 30 | 0,6 | 0,8 | |||
| 40 | 1,0 | 1,4 | |||
| 50 | 1,4 | 1,6 | 2,0 | ||
| 60 | 2,0 | 2,3 | |||
| 70 | 2,6 | 2,8 | 3,0 | ||
| 80 | 3,2 | 3,6 | 4,0 | ||
| 90 | 4,2 | 4,6 | 5,0 | ||
| 100 | 5,5 | 6,0 | |||
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z wymienionych procesów produkcji stali pozwala na utlenienie zbędnego węgla do wartości poniżej 0,05%?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Uzupełnienie mosiądzu o niezbędne składniki stopowe należy przeprowadzić zgodnie z kartą wytopu w temperaturze około 960°C. Określ na podstawie wskazania czujnika temperatury, pokazanego na fotografii, o ile należy zwiększyć temperaturę stopu.

Jakie są kolejne kroki w procesie odmiedziowania żużla z pieca zawiesinowego po jego napełnieniu żużlem?
Którą wartość wskazuje manometr przedstawiony na rysunku?

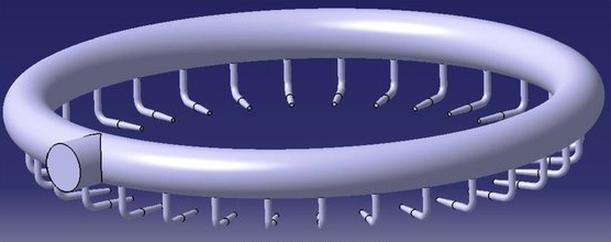
Który element wielkiego pieca został przedstawiony na rysunku?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, które z wymienionych prac wykonuje się w trakcie przeprowadzania remontu średniego wielkiego pieca.
| Wybrane czynności | Rodzaj remontu | ||
|---|---|---|---|
| Bieżący | Średni | Kapitalny | |
| wymiana elementów zestawów dyszowych | X | ||
| sprawdzanie szczelności i konserwacja zasuw gorącego dmuchu | X | ||
| wymiana wymurówki pieca | X | ||
| wymiana aparatu zasypowego | X | ||
| naprawy układu sterowania | X | ||
| regulacja lub wymiana osprzętu pomiarowego | X | ||
| naprawy mechaniczne | X | ||
Który z wymienionych materiałów metalowych, opisanych symbolami alfanumerycznymi, jest odpowiedni do kucia na gorąco?
Jaką metodą przygotowuje się wlewki przed obróbką plastyczną?
Piec do obróbki cieplnej z wysuwanym trzonem przedstawia zdjęcie oznaczone literą




Jakie narzędzia są wymagane do przeprowadzenia procesu wydłużania na kowadle?
Który z podanych materiałów używanych do produkcji narzędzi w technologii metalurgii proszków charakteryzuje się najwyższą twardością?
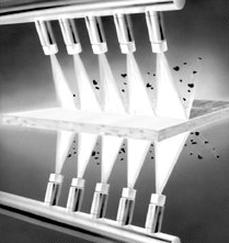
Który rodzaj procesu stosowanego podczas produkcji blach grubych przedstawia rysunek?
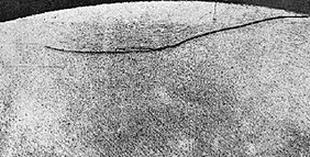
Na trawionym przekroju pręta ujawniono wadę powstałą w trakcie obróbki plastycznej. Jaka to wada?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
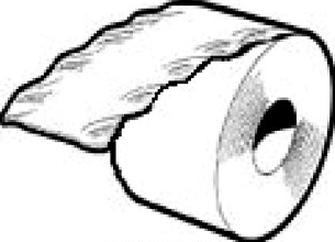
Którą metodę obróbki plastycznej zastosowano do produkcji wyrobów przedstawionych na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Oblicz wartość współczynnika wytłaczania, jeżeli grubość blachy g = 4 mm, a średnica krążka D = 20 mm.
| Grubość względna krążka g/D | 2,00 | 1,50 | 1,00 | 0,50 | 0,20 | 0,06 |
|---|---|---|---|---|---|---|
| Współczynnik wytłaczania m | 0,46 | 0,50 | 0,53 | 0,56 | 0,58 | 0,60 |
Największa prędkość ciągnienia w łańcuchowej ciągarce wynosi 9,5 m/min. Wskaźnik prędkości przeciąganego pręta pokazuje 7,2 m/min. Jak bardzo można maksymalnie zwiększyć prędkość ciągnienia tego materiału?
Który z wymienionych czynników jest główną przyczyną powstania przedstawionej na rysunku wady walcowanej blachy?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaki dodatek technologiczny wykorzystuje się w procesie przetwarzania rudy miedzi?
Który rodzaj pieca wykorzystuje się do podgrzewania wlewków przed procesem walcowania?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę pomiaru twardości należy wykorzystać dla stalowych tulei, jeśli oczekiwana wartość twardości po przeprowadzeniu obróbki cieplnej wynosi 230 ±5HB?
Jakiego rodzaju obróbkę cieplno-chemiczną powinno się zastosować, aby uzyskać dyfuzyjną powłokę ochronną, która zwiększy odporność stalowych rur na działanie wody morskiej?
Podczas walcowania na zimno stal zyskuje pewne właściwości w wyniku