Pytanie 1
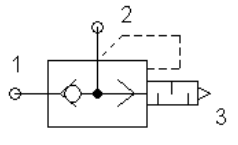
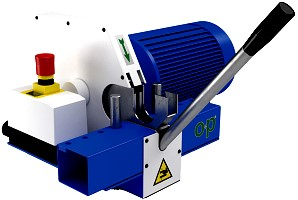
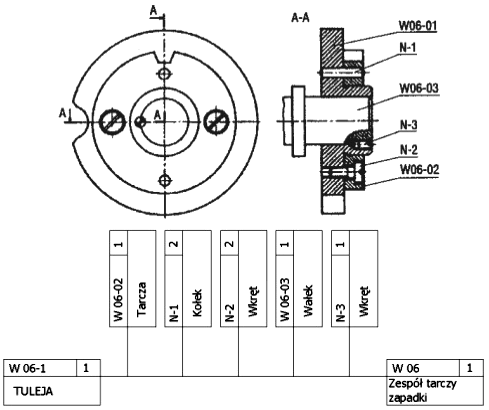
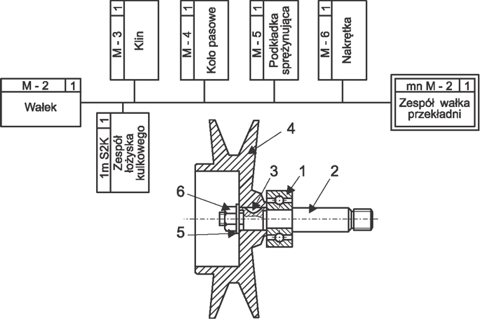
W jakiej kolejności należy przeprowadzić demontaż siłownika przedstawionego na rysunku, by wymienić sprężynę?
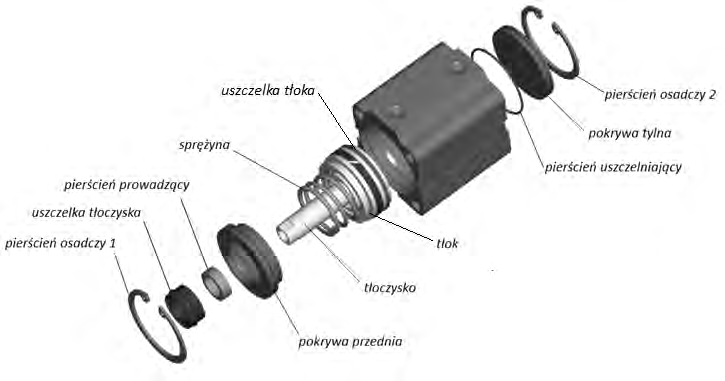
A. Pierścień osadczy 1, pokrywa przednia, tłok z tłoczyskiem, sprężyna.
B. Pierścień osadczy 1, pierścień osadczy 2, pokrywa przednia, pokrywa tylna, tłok z tłoczyskiem, sprężyna.
C. Pierścień osadczy 2, pokrywa tylna, tłok z tłoczyskiem, sprężyna.
D. Pierścień osadczy 1, pokrywa przednia, pierścień osadczy 2, pokrywa tylna, pierścień uszczelniający, sprężyna.
To jest właśnie ta kolejność, która najczęściej pojawia się w instrukcjach serwisowych i katalogach producentów. Zaczynamy od zdjęcia pierścienia osadczego 1, bo to on zabezpiecza pokrywę przednią przed niekontrolowanym wysunięciem – gdyby ktoś próbował zacząć od innego elementu, mógłby sobie nieźle utrudnić, a nawet uszkodzić komponenty. Po usunięciu pokrywy przedniej uzyskujesz dostęp do tłoka z tłoczyskiem, a dopiero po ich wyjęciu możesz bezpiecznie wymienić sprężynę. Taka kolejność jest zgodna z dobrymi praktykami warsztatowymi – minimalizujesz ryzyko uszkodzenia uszczelek czy pierścieni prowadzących, bo nie szarpiesz na siłę tych elementów. W praktyce widziałem już kilka razy, jak próby skrócenia tej drogi skutkowały porysowanym tłoczyskiem albo uszkodzoną sprężyną. Moim zdaniem, zawsze warto trzymać się tej logicznej sekwencji, zwłaszcza że większość producentów siłowników – na przykład Festo czy Parker – zaleca właśnie takie podejście. Dodatkowo, zachowanie tej kolejności umożliwia szybkie sprawdzenie stanu uszczelek i prowadnic podczas demontażu, co jest ważnym elementem prawidłowej konserwacji pneumatyki.