Pytanie 1
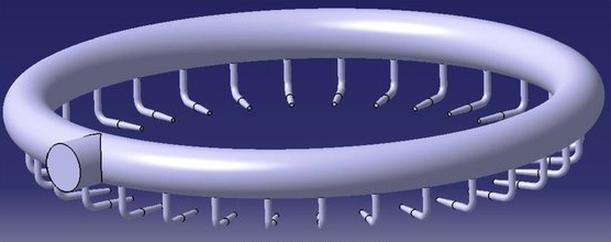
Który element wielkiego pieca został przedstawiony na rysunku?
A. Agregat do odciągu gazu wielkopiecowego.
B. Urządzenie zasypowe.
C. Okrężnica wraz z zestawem dysz.
D. Urządzenie do odzysku ciepła spalin z nagrzewnic.
Odpowiedź 'Okrężnica wraz z zestawem dysz' jest prawidłowa, ponieważ ilustracja przedstawia kluczowy element wielkiego pieca, jakim jest okrężnica, która jest odpowiedzialna za dystrybucję powietrza bądź gazów do wnętrza pieca. Okrężnica ma charakterystyczny kształt okręgu z zamontowanymi dyszami, które umożliwiają równomierne wprowadzenie powietrza w procesie redukcji rudy żelaza. Poprawne wprowadzenie powietrza jest niezbędne dla optymalizacji procesu spalania i osiągnięcia wysokiej efektywności energetycznej pieca. Dysze kierują strumień powietrza do wnętrza pieca, co pozwala na lepsze mieszanie się gazów z surowcem, co z kolei wpływa na jakość produkowanego żelaza. W praktyce, zastosowanie okrężnicy w piecu wielkopiecowym jest zgodne z najlepszymi praktykami w branży, które kładą duży nacisk na efektywność operacyjną i minimalizację strat energetycznych. Znajomość tych elementów pozwala na lepsze zrozumienie funkcji poszczególnych części pieca oraz ich wpływu na cały proces technologiczny.