Pytanie 1
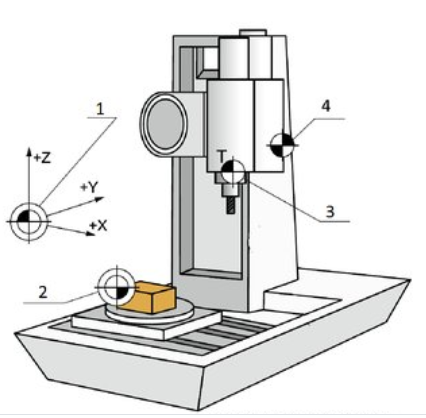
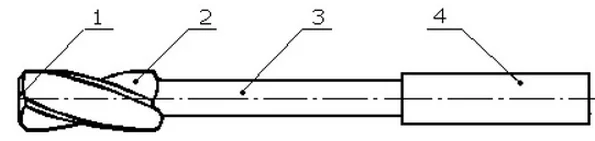
Punkt wymiany narzędzia na przedstawionym rysunku oznaczono numerem

A. 1
B. 4
C. 2
D. 3
Odpowiedź 4 jest poprawna, ponieważ punkt wymiany narzędzia na przedstawionym rysunku rzeczywiście jest oznaczony numerem 4. W kontekście maszyn CNC czy zautomatyzowanych procesów produkcyjnych, punkt wymiany narzędzia odgrywa kluczową rolę w zwiększaniu efektywności operacyjnej. Umożliwia on szybkie i precyzyjne wymiany narzędzi roboczych, co jest niezbędne do utrzymania ciągłości produkcji oraz minimalizacji przestojów. W praktyce, dobrze zaprojektowany system wymiany narzędzi opiera się na standardach takich jak ISO 13399, które definiują parametry narzędzi skrawających, co zapewnia ich wymienność i kompatybilność. W przypadku maszyn o dużej złożoności, stosuje się również zaawansowane mechanizmy automatyczne, które umożliwiają wymianę narzędzi bez konieczności ingerencji operatora, co dodatkowo zwiększa wydajność i dokładność procesów obróbczych.