Pytanie 1
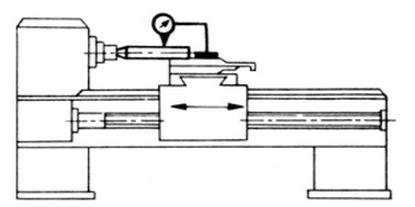
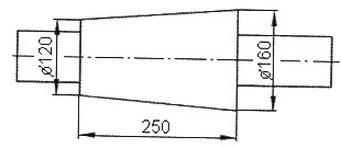
Technologiczną metodą toczenia długich stożków o małej zbieżności na tokarce uniwersalnej jest proces obróbki
A. przy skręceniu sań narzędziowych
B. z przesunięciem konika
C. nożem kształtowym
D. w uchwycie mimośrodowym
Skręcenie sań narzędziowych jest techniką, która najczęściej stosowana jest do toczenia elementów o stałych średnicach, a nie do toczenia długich stożków o niewielkiej zbieżności. Ta metoda polega na zmianie kąta ustawienia narzędzia w poziomie, co w przypadku toczenia stożków może prowadzić do trudności w uzyskaniu wymaganych tolerancji oraz jakości powierzchni. Toczenie nożem kształtowym jest inną formą obróbki, która z kolei znajduje zastosowanie przy produkcji elementów o konkretnych profilach, jednak nie jest optymalnym rozwiązaniem przy toczeniu długich stożków, gdzie precyzyjna kontrola zbieżności jest kluczowa. Użycie uchwytu mimośrodowego również nie jest zgodne z zasadami toczenia długich stożków, ponieważ wprowadza dodatkowe komplikacje w stabilności mocowania materiału, co może wpływać na jakość obróbki oraz bezpieczeństwo procesu. Typowe błędy myślowe prowadzące do wyboru tych technik wynikają z niepełnego zrozumienia specyfiki obróbki stożkowej oraz niewłaściwej oceny wymagań dotyczących precyzji i jakości. W praktyce każdy operator maszyny powinien być świadomy, że dobór odpowiedniej techniki toczenia ma kluczowe znaczenie dla uzyskania pożądanych rezultatów oraz wydajności całego procesu produkcyjnego.