Pytanie 1
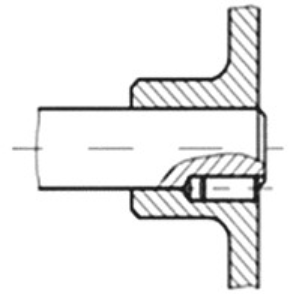
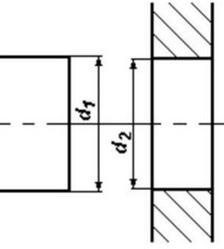
Przedstawione na rysunkach elementy wykorzystuje się do łączenia przewodów

A. koncentrycznych.
B. światłowodowych.
C. uziemiających.
D. wieloparowych.
Odpowiedź "koncentrycznych" jest poprawna, ponieważ złącza typu F, które zostały przedstawione na rysunkach, są szczególnie przystosowane do współpracy z przewodami koncentrycznymi. Te przewody, wykorzystywane najczęściej w instalacjach telewizyjnych, internetowych oraz w systemach antenowych, mają konstrukcję składającą się z centralnej żyły przewodzącej, otoczonej warstwą dielektryka oraz ekranem, co umożliwia minimalizację strat sygnału. Złącza te zapewniają stabilne połączenie, które jest kluczowe dla jakości przesyłanego sygnału. W praktyce, zastosowanie złącz typu F w instalacjach telewizyjnych pozwala na łatwe łączenie kabli, co przyspiesza proces montażu i konserwacji systemów antenowych. Ponadto, stosowanie standardowych złącz koncentrycznych jest zgodne z najlepszymi praktykami branżowymi, co gwarantuje wysoką jakość i niezawodność instalacji.