Pytanie 1
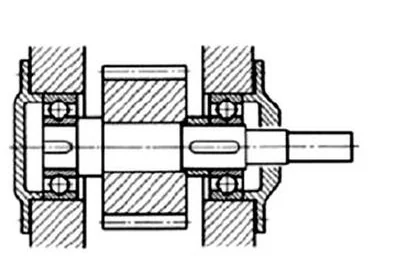
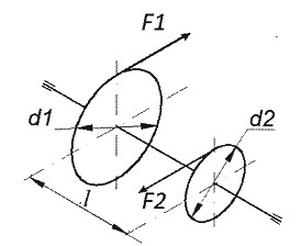
Wał obciążony siłami F1=100 N, F2=200 N, o rozstawie kół l = 0,5 m oraz średnicach kół: d1= 0,2 m, d2= 0,1 m, w sposób przedstawiony na rysunku, skręcany jest momentem o wartości
A. 20 N m
B. 10 N m
C. 40 N m
D. 50 N m
Wszystkie niepoprawne odpowiedzi są wynikiem błędnych założeń dotyczących obliczeń momentów skręcających. W przypadku odpowiedzi, które wskazują na wartości takie jak 40 N m, 20 N m czy 50 N m, można zauważyć, że zostały one obliczone bez uwzględnienia odpowiednich promieni kół lub z zastosowaniem niewłaściwych konwencji. Często zdarza się, że w analizach pomija się działanie siły na odpowiedni promień, co prowadzi do dużych błędów w obliczeniach. Kluczowe jest zrozumienie, że moment skręcający jest funkcją zarówno wartości siły, jak i jej odległości od osi obrotu. W praktyce inżynierskiej, błąd w obliczeniu momentu może prowadzić do niewłaściwego doboru elementów, co z kolei może skutkować awariami mechanicznymi. Przykładowo, w konstrukcji maszyn, niewłaściwe oszacowanie momentów skręcających może prowadzić do zbyt słabych komponentów, które nie wytrzymają obciążeń podczas eksploatacji. Z tego powodu ważne jest, aby zawsze stosować się do zasad obliczeń inżynieryjnych i dokładnie uwzględniać wszystkie siły oraz ich punkt przyłożenia, aby zminimalizować ryzyko błędów konstrukcyjnych.