Pytanie 1
Na rysunku przedstawiono
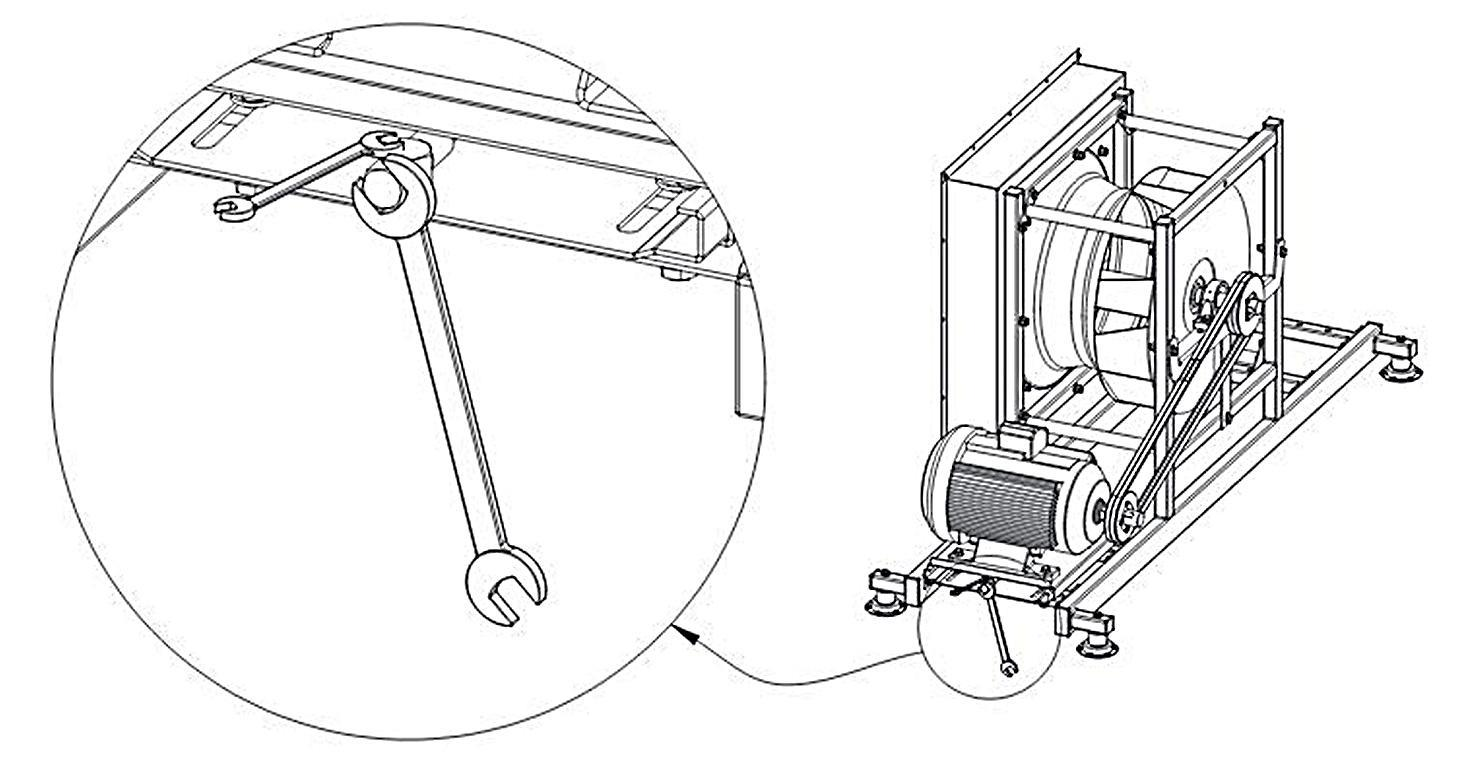
A. montaż silnika elektrycznego do fundamentu.
B. regulację naciągu paska klinowego napędu wentylatora.
C. osiowanie silnika elektrycznego względem osi wentylatora.
D. podłączanie silnika elektrycznego wentylatora.
Na tym rysunku faktycznie pokazano proces regulacji naciągu paska klinowego napędu wentylatora. To bardzo ważna czynność serwisowa w układach napędowych maszyn, szczególnie takich jak wentylatory czy sprężarki, gdzie napęd z silnika elektrycznego przekazywany jest za pomocą pasków klinowych. Jeśli pasek jest zbyt luźny, może ślizgać się po kołach pasowych, co nie tylko powoduje spadek efektywności pracy, ale i przyspiesza zużycie zarówno paska, jak i kół pasowych. Przy zbyt mocnym naciągu natomiast łatwo o przeciążenie łożysk czy nawet zerwanie paska. Z mojego doświadczenia wynika, że prawidłowy naciąg paska to podstawa bezawaryjnej pracy całego układu. W praktyce stosuje się zwykle specjalne narzędzia i mierniki napięcia paska, ale czasem do szybkiej regulacji wystarczy odpowiedni klucz i trochę wprawy. Takie czynności są opisane w instrukcjach producentów maszyn oraz zgodnie z normami, np. PN-EN 12966, gdzie dokładnie określone są wymagania dotyczące napędów pasowych. Regularna kontrola i regulacja naciągu pasków to dobra praktyka serwisowa, która znacząco wydłuża żywotność urządzeń i minimalizuje ryzyko awarii.