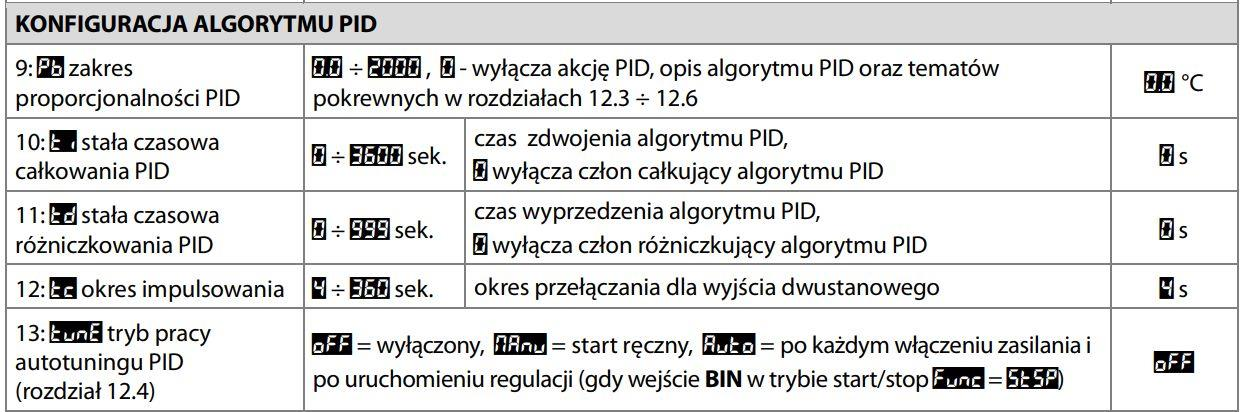
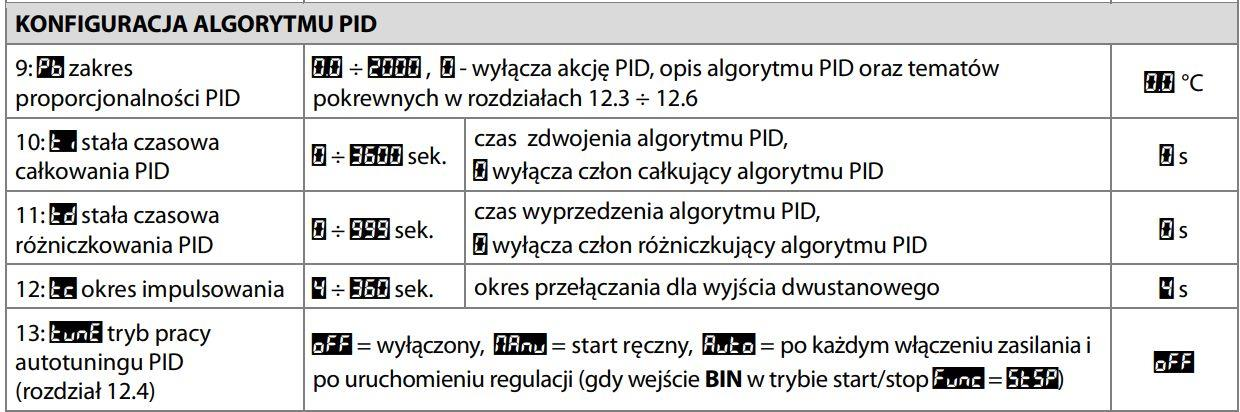
Pytanie 1
Na podstawie przedstawionych w tabeli wyników pomiarów parametrów wyłączników różnicowoprądowych wskaż, które z wyłączników nie mogą być dalej eksploatowane w instalacji automatyki.
| Lp. | Typ wyłącznika różnicowoprądowego | Działanie TEST | IΔₙ mA | Iw mA | tw ms | tz ms |
|---|---|---|---|---|---|---|
| 1. | P 304 80-300-S | Nie | 300 | 315 | 252 | 500 |
| 2. | P 304 25-100-AC | Tak | 100 | 68 | 75 | 200 |
| 3. | P 304 25-30-AC | Tak | 30 | 47 | 126 | 200 |
| 4. | P 312 B-20-30-AC | Tak | 30 | 28 | 47 | 200 |
| 5. | P 312 B-20-30-AC | Tak | 30 | 22 | 25 | 200 |
| 6. | P 312 B-20-30-AC | Tak | 30 | 20 | 180 | 200 |
| IΔₙ – prąd różnicowy znamionowy, mA Iw – zmierzony prąd różnicowy zadziałania, mA tw – zmierzony czas zadziałania, ms tz – największy dopuszczalny czas zadziałania, ms | ||||||
A. 2 i 5
B. 2 i 4
C. 3 i 6
D. 1 i 3
Dokładnie takie wyłączniki jak 1 i 3 nie powinny być dalej eksploatowane, bo nie spełniają podstawowych wymagań bezpieczeństwa określonych dla wyłączników różnicowoprądowych. W przypadku wyłącznika nr 1 już sama informacja o braku działania przycisku TEST dyskwalifikuje ten aparat – to jest absolutny must have w każdej kontroli eksploatacyjnej. Jeśli test nie działa, nie mamy żadnej pewności, że wyłącznik zadziała przy realnym zagrożeniu porażeniem prądem. Poza tym prąd różnicowy zadziałania (Iw) dla tej sztuki wynosi 315 mA, a prąd znamionowy to 300 mA – mógłby jeszcze przejść, ale czas zadziałania (tw = 252 ms) jest już mocno na granicy – dla ochrony przeciwporażeniowej lepiej, jak ten czas jest jak najkrótszy. Dodatkowo wyłącznik 3 ma Iw wyższy od IΔn (47 mA vs. 30 mA), co świadczy o zbyt wysokim progu zadziałania. To nie są warunki dopuszczalne zgodnie z normami, takimi jak PN-EN 61008 czy 61009. Z mojej praktyki wynika, że takie wyłączniki stanowią po prostu zagrożenie dla ludzi i sprzętu. W automatyce przemysłowej, gdzie niezawodność detekcji prądu upływu jest kluczowa, nie ma miejsca na półśrodki. W praktyce, jeśli choć jeden z parametrów (przycisk TEST, Iw, tw) odbiega od normy, należy niezwłocznie wymienić wyłącznik. Warto pamiętać, że użytkowanie niesprawnych różnicówek to nie tylko ryzyko dla życia, ale i odpowiedzialność prawna. Zawsze lepiej dmuchać na zimne – bezpieczeństwo to podstawa każdego układu automatyki.