Pytanie 1
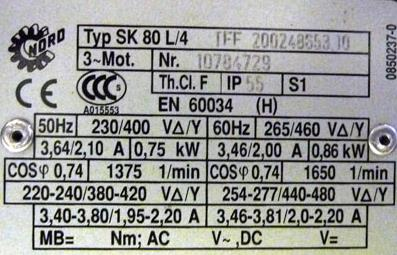
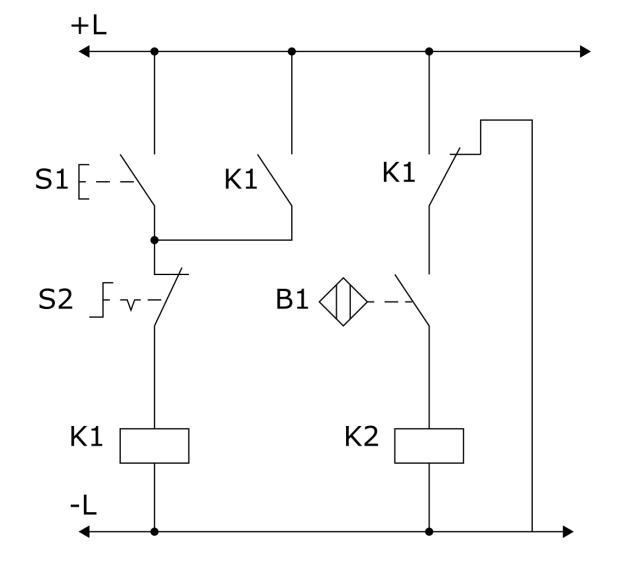
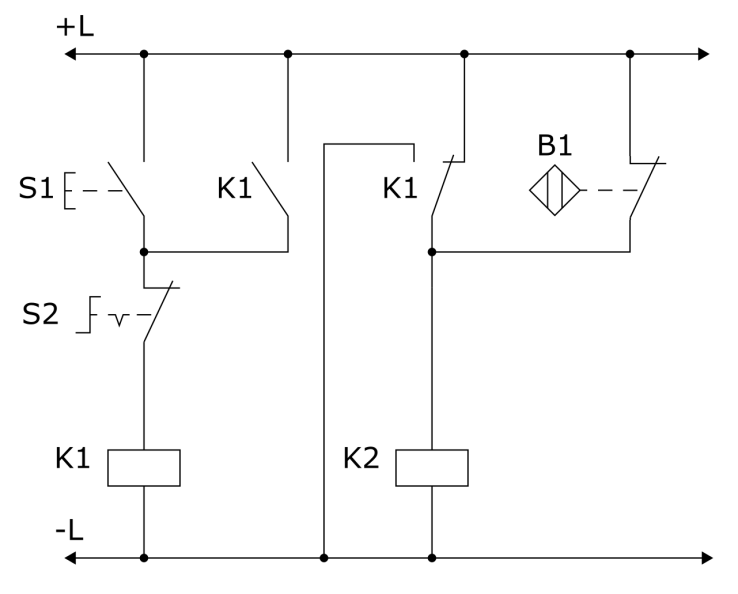
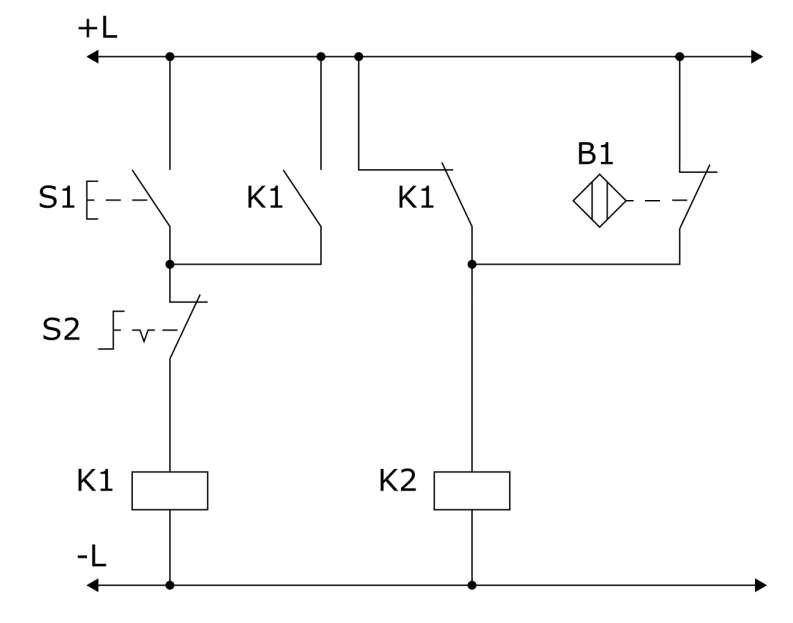
Który rysunek przedstawia wyłącznik silnikowy zapewniający prawidłowe zabezpieczenie silnika posiadającego znamionowe dane prądowo-napięciowe podane w ramce.
A. Rysunek 4.
B. Rysunek 2.
C. Rysunek 3.
D. Rysunek 1.
Poprawnie wskazałeś wyłącznik silnikowy, który rzeczywiście spełnia wymagania dla silnika o określonych w ramce parametrach znamionowych. Wyłącznik o nastawie 10 A to dość uniwersalne rozwiązanie dla typowych małych silników spotykanych np. w wentylatorach czy pompach o mocy kilku kilowatów. W praktyce bardzo ważne jest, żeby wyłącznik był dobrany do prądu znamionowego silnika, bo chroni zarówno przed przeciążeniem, jak i przed skutkami zwarcia. Często zdarza się, że ktoś dobiera wyłącznik „na oko”, a to potem skutkuje nadmiernym wyłączaniem podczas rozruchu lub – co gorsza – brakiem ochrony w razie awarii. Standardy, takie jak PN-EN 60947-4-1, jasno określają, że wyłącznik silnikowy musi mieć zakres regulacji obejmujący prąd znamionowy silnika – więc jak mamy silnik 9 A, wyłącznik ustawiony na 10 A to optymalne i zgodne z wytycznymi rozwiązanie. Z mojego doświadczenia bardzo często bagatelizuje się rolę tych urządzeń, a przecież to one ratują uzwojenia przed spaleniem. Dodatkowo, wyłączniki silnikowe posiadają też wyzwalacze zwarciowe, co zwiększa bezpieczeństwo instalacji i pozwala uniknąć większych szkód. Warto pamiętać, by przy doborze kierować się nie tylko prądem, ale też charakterystyką pracy silnika – na przykład rozruch ciężki czy lekki mają znaczenie dla ustawień zabezpieczenia. Takie detale to podstawa dobrych praktyk w zawodzie.