Pytanie 1
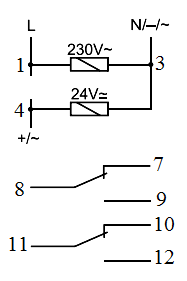
Urządzenie przedstawione na rysunku to

A. dławik.
B. silnik prądu stałego.
C. transformator.
D. silnik prądu zmiennego.
Silnik prądu zmiennego, szczególnie synchroniczny, jest kluczowym elementem wielu urządzeń, które wykorzystują elektryczność przemienną. To właśnie on odpowiada za precyzyjne sterowanie ruchem i synchronizację, co czyni go idealnym do zastosowań takich jak napędy precyzyjnych mechanizmów zegarowych czy systemy automatyki. Takie silniki działają w określonym rytmie zgodnie z częstotliwością sieci zasilającej, co zapewnia im stabilność obrotów. Z mojego doświadczenia wynika, że ważnym aspektem jest również ich efektywność energetyczna, co przekłada się na mniejsze zużycie prądu w dłuższym okresie użytkowania. Warto zauważyć, że standardy takie jak IEC czy RoHS zapewniają, że są one produkowane zgodnie z rygorystycznymi normami jakości i bezpieczeństwa. Dzięki temu są nie tylko wydajne, ale też bezpieczne w użytkowaniu. W praktyce, wybierając silnik synchroniczny, masz pewność, że osiągniesz dużą precyzję i niezawodność działania, co jest kluczowe w wielu aplikacjach przemysłowych i domowych.