Pytanie 1
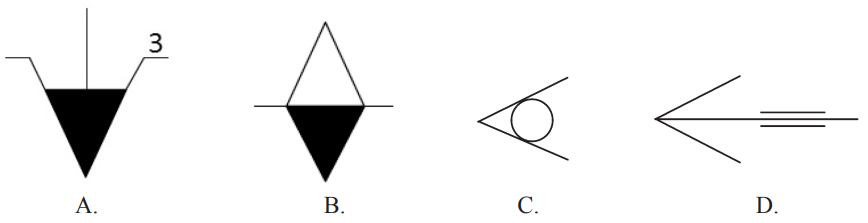
Do obliczenia prędkości obrotowej należy zastosować wzór oznaczony literą

A. C.
B. D.
C. B.
D. A.
Wzór oznaczony literą D jest kluczowy dla obliczenia prędkości obrotowej n, ponieważ wyraża ona tę prędkość jako funkcję prędkości liniowej Vci oraz średnicy d obracającego się elementu. Prędkość obrotowa jest istotnym parametrem w wielu zastosowaniach inżynieryjnych, zwłaszcza w mechanice i inżynierii mechanicznej. Przykładem może być obliczenie prędkości obrotowej silników, gdzie znajomość tego parametru jest niezbędna do określenia ich wydajności oraz możliwości pracy. W praktyce wzór ten pozwala inżynierom na dobór odpowiednich komponentów w maszynach, takich jak koła zębate czy wirniki, co ma bezpośredni wpływ na efektywność energetyczną urządzeń. Ponadto, zgodnie z normami branżowymi, stosowanie poprawnych wzorów do obliczeń jest niezbędne do zapewnienia bezpieczeństwa i niezawodności konstrukcji. Zastosowanie wzoru D w praktyce nie tylko umożliwia dokładne obliczenia, ale również pozwala na optymalizację procesów produkcyjnych i inżynieryjnych.