Pytanie 1
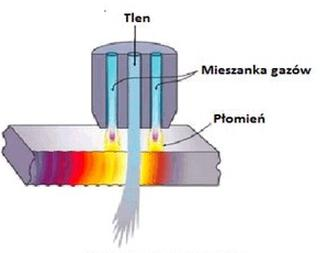
Na rysunku przedstawiono proces
A. cięcia.
B. spawania.
C. klejenia.
D. malowania.
Odpowiedź "cięcia" jest poprawna, ponieważ na rysunku przedstawiono proces, w którym kluczową rolę odgrywa tlen oraz mieszanka gazów. Cięcie tlenowe, znane również jako cięcie gazowe, wykorzystuje wysokotemperaturowy płomień do podgrzewania metalu do temperatury zapłonu, a następnie wdmuchiwany strumień tlenu powoduje szybką reakcję chemiczną, która prowadzi do spalania metalu. Jest to niezwykle skuteczna metoda cięcia różnych materiałów metalowych, często stosowana w przemyśle budowlanym i stoczniowym. Przykładem zastosowania cięcia tlenowego może być przygotowywanie elementów stalowych do dalszej obróbki, takich jak spawanie czy montaż. Standardy takie jak ISO 14732 definiują procesy cięcia tlenowego oraz jego zastosowanie w praktyce przemysłowej, podkreślając znaczenie bezpieczeństwa oraz precyzji w tym procesie. W przeciwieństwie do innych procesów, takich jak klejenie, które opiera się na adhezji materiałów, cięcie tlenowe umożliwia bardziej precyzyjne i szybkie wykonanie zadań obróbczych.