Pytanie 1
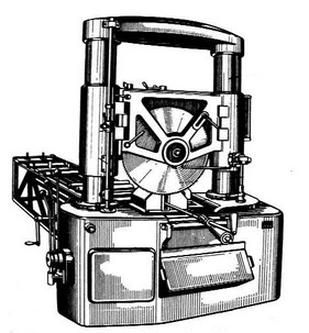
Jakie narzędzie do obróbki służy do wykonywania otworów o różnych kształtach, rowków, płaskich powierzchni oraz bardziej zaawansowanych zewnętrznych kształtów, gdzie narzędzie usuwa cały nadmiar materiału w trakcie jednego cyklu roboczego?
A. Tokarki
B. Szlifierki
C. Przeciągarki
D. Wytaczarki
Wytaczarki, szlifierki i tokarki, mimo że są to istotne narzędzia w obróbce skrawającej, nie odpowiadają opisanej funkcji przeciągarki. Wytaczarki są używane głównie do obróbki otworów o dużych średnicach i do precyzyjnego wykańczania. W przypadku wytaczania, narzędzie porusza się wzdłuż osi otworu, co nie pozwala na jednoczesne usunięcie naddatku w jednym ruchu roboczym, jak ma to miejsce w przeciągarkach. Szlifierki z kolei, skonstruowane do uzyskiwania wysokiej gładkości powierzchni poprzez drgania lub ruch obrotowy, również nie są w stanie obrobić złożonych kształtów w sposób opisany w pytaniu. Tokarki natomiast są bardziej uniwersalne, ale ich głównym celem jest obróbka kształtów cylindrycznych, co różni je od przeciągarek, które obsługują detale o bardziej skomplikowanej geometrii. Typowe błędy myślowe, prowadzące do mylnego przypisywania tych narzędzi do opisanego zadania, to nieprawidłowe utożsamianie funkcji obróbczej z rodzajem obrabiarki, bez uwzględnienia specyfiki procesów technologicznych. W praktyce, posługiwanie się niewłaściwymi narzędziami do określonego typu obróbki może skutkować nie tylko stratami materiałowymi, ale także obniżeniem jakości wykonania detali oraz zwiększeniem kosztów produkcji.