Pytanie 1
Jakie z przedstawionych połączeń są klasyfikowane jako nierozłączne?
A. Gwintowe
B. Wpustowe
C. Sworzniowe
D. Spawane
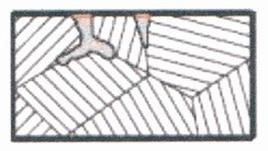
Połączenia spawane zaliczane są do rodzajów połączeń nierozłącznych, co oznacza, że elementy łączone w ten sposób stają się integralną częścią całości. Spawanie, jako technika łączenia materiałów, polega na miejscowym topnieniu materiału i ich połączeniu, co zapewnia dużą wytrzymałość oraz szczelność. Przykładami zastosowania połączeń spawanych są konstrukcje stalowe, takie jak mosty czy budynki, gdzie wymagana jest znaczna nośność oraz odporność na różne warunki atmosferyczne. W inżynierii mechanicznej spawanie jest również powszechnie stosowane w produkcji maszyn i urządzeń, gdzie połączenia muszą być odporne na dynamiczne obciążenia i drgania. W praktyce spawanie zgodne z normami, takimi jak ISO 3834 czy EN 1090, zapewnia wysoką jakość połączeń oraz bezpieczeństwo użytkowania konstrukcji. Dodatkowo, w kontekście nowoczesnych technologii, rozwój automatyzacji procesów spawania, takich jak spawanie MIG/MAG czy TIG, przyczynia się do zwiększenia efektywności i precyzji tych połączeń.