Pytanie 1
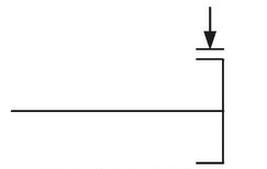
Jaki rodzaj linii należy zastosować w celu narysowania osi symetrii części maszyny?

A. C.
B. B.
C. D.
D. A.
Odpowiedź B jest poprawna, ponieważ zgodnie z normami rysunku technicznego, oś symetrii części maszyny powinna być przedstawiona za pomocą linii przerywanej cienkiej. Tego rodzaju linie są stosowane, aby jednoznacznie wskazać miejsca, w których przedmiot jest symetryczny, co jest kluczowe w procesie projektowania i dokumentacji technicznej. Na przykład w przypadku projektowania elementów maszyn, takich jak korpusy, wały czy obudowy, oznaczenie osi symetrii pozwala na łatwe zrozumienie konstrukcji oraz ułatwia dalszą obróbkę materiałów. Dodatkowo, stosowanie odpowiednich linii w rysunkach technicznych jest istotne dla zachowania spójności i zrozumiałości dokumentacji, co jest niezbędne w pracy zespołowej, gdzie różni inżynierowie mogą mieć różne specjalizacje. Warto zauważyć, że w praktyce inżynierskiej, umiejętność prawidłowego oznaczania osi symetrii jest nie tylko wymagana, ale także podnosi jakość projektów i ułatwia ich realizację.