Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 24/40 punktów (60,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W każdym z procesów logistycznych działania związane z realizowaniem zamówień definiuje plan
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jak nazywa się system technologiczny magazynu, w którym strefa przyjęć znajduje się po tej samej stronie co strefa wydania, a załadunek może mieć miejsce w dokach załadunkowych lub rozładunkowych?
Jaką roczną wydajność ma magazyn o łącznej powierzchni 1 800 m2, z czego 70% to przestrzeń składowa, przy założeniu normy składowania wynoszącej 320 kg/m2 oraz rotacji towarów na poziomie 12 razy rocznie?
Proces, który obejmuje wymianę informacji, transfer środków finansowych oraz transport towarów od dostawcy do odbiorcy, nazywany jest
Do zalet wprowadzenia systemu informatycznego do zarządzania magazynem (MSI) należy
Metoda Just In Time opiera się na koncepcji zarządzania Kaizen, która polega na
Jeżeli w pomieszczeniu pracuje 1 osoba, to powierzchnia takiego pomieszczenia nie powinna być mniejsza niż
| Liczba pracowników | Powierzchnia użytkowa pomieszczeń biurowych w zależności od liczby pracowników w m² |
|---|---|
| 1 | 5,2-6,0 |
| 2 | 10,4-12,0 |
| 3 | 15,6-36,0 |
Tabela ilustruje wielkość współczynnika pokrycia zapasem potrzeb zgłaszanych przez odbiorców w trzech kolejnych kwartałach. Planuje się wzrost wskaźnika o 10% w stosunku do III kwartału, ile wyniesie wartość tego wskaźnika w IV kwartale?
| I kwartał | II kwartał | III kwartał |
|---|---|---|
| 1,3 | 1,5 | 2.0 |
Planowanie dostaw materiałów dla procesu produkcji wymaga opracowania strategii
W tabeli przedstawiono dane o optymalnej wielkości i dynamice dostaw siewników dostarczanych w latach 2000 - 2004 do firmy zajmującej się sprzedażą sprzętu rolniczego. Określ metodę analizy, którą zastosowano przy obliczaniu wskaźników dynamiki.
| Lata | Optymalna wielkość partii dostawy w szt. | Wskaźnik dynamiki % |
|---|---|---|
| 2000 | 54 | - |
| 2001 | 60 | 111 |
| 2002 | 71 | 118 |
| 2003 | 77 | 108 |
| 2004 | 94 | 122 |
Przedstawiony znak, umieszczony na opakowaniu produktu, informuje, że

Na palecie o wymiarach (dł. x szer. x wys.) 1200 x 800 x 150 mm znajdują się 4 kartony ułożone w dwóch warstwach. Wymiary poszczególnych kartonów to 1 200 x 400 x 850 mm (dł. x szer. x wys.). Jaką wysokość gniazda regałowego należy przewidzieć dla składowania tej paletowej jednostki ładunkowej, uwzględniając minimum 100 mm luzu manipulacyjnego na górze?
Do zadań centrów logistycznych należy między innymi
Użycie przetworzonych olejów jako materiału do produkcji wysokiej jakości paliw określa się mianem
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Ocena ABC zasobów w magazynie w celu ich efektywnego rozmieszczenia w strefie składowania odbywa się na podstawie kryterium
W celu przenoszenia półwyrobów pomiędzy stanowiskami w procesie produkcji gniazdowej stosuje się sprzęt transportowy
Strategia, która opiera się na zasadach takich jak: brak błędów, brak zapasów, częste i niewielkie dostawy oraz krótkie cykle zamówień, to strategia
Wybierz najtańszego kontrahenta, który zrealizuje sprzedaż i dostawę 3 500 szt. płyt gipsowo-kartonowych na podstawie zamieszczonych cenników.
| Cenniki | |||
|---|---|---|---|
| Kontrahent 1. | Kontrahent 2. | Kontrahent 3. | Kontrahent 4. |
| Dostawa płyt: 150,00 zł – opłata jednorazowa | Dostawa płyt: 2,70 zł za 1 km | Dostawa płyt: 200,00 zł – opłata jednorazowa | Dostawa płyt: 125,00 zł – opłata jednorazowa |
| Cena płyty gipsowo – kartonowej: 25,00 zł/szt. | Cena płyty gipsowo – kartonowej: 23,50 zł/szt. | Cena płyty gipsowo – kartonowej: 20,00 zł/szt. | Cena płyty gipsowo – kartonowej: 24,00 zł/szt. |
| Zniżka 5% ceny każdej płyty, przy jednorazowym zakupie ponad 2.500 szt. płyt | Odległość przewozu 55 km | ||
Dokument, który określa zalecenia dotyczące temperatury transportu konkretnego towaru spożywczego oraz wymagania termiczne, jakie powinien spełniać środek przewozu, to konwencja
W dniu 10.01.2020 r. wydano z magazynu na podstawie dokumentu WZ 1 400 sztuk zeszytów 60 kartkowych w kratkę. Na podstawie przedstawionej w tabeli ilościowo-wartościowej kartoteki magazynowej oblicz, ile zeszytów 60 kartkowych w kratkę zostało w magazynie po wydaniu.
| ILOŚCIOWO-WARTOŚCIOWA KARTOTEKA MAGAZYNOWA | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Hurtownia PAPIEREK ul. Mickiewicza 11 75-004 Koszalin NIP 669-23-10-085 | Nazwa: zeszyt 60 kartkowy w kratkę Indeks: ZK/60 Jednostka miary: szt. | ||||||||
| Lp. | Data | Symbol i nr dokumentu | Jednostkowa cena ewidencyjna [zł] | Ilość [szt.] | Wartość [zł] | ||||
| Przychód | Rozchód | Zapas | Przychód | Rozchód | Zapas | ||||
| 1 | 02.01.2020 | PZ 1/2020 | 0,50 | 2 000 | – | 2 000 | 1 000,00 | – | 1 000,00 |
| 2 | 03.01.2020 | PZ 2/2020 | 0,45 | 2 500 | – | 4 500 | 1 125,00 | – | 2 125,00 |
| 3 | 08.01.2020 | WZ 14/2020 | 0,50 | - | 1 800 | 2 700 | - | 900,00 | 1 225,00 |
| 4 | 09.01.2020 | PZ 18/2020 | 0,55 | 1 500 | – | 4 200 | 825,00 | – | 2 050,00 |
Właściwością składowania rzędowego w systemach regałowych jest
Który ze znaków oznacza zagrożenie substancją żrącą?




Zakład produkujący komputery przenośne otrzymał zamówienie na wykonanie 60 szt. komputerów. Ustal, ile procesorów powinien zamówić zakład produkcyjny, aby zamówienie zostało zrealizowane. Weź pod uwagę zapas w magazynie i stan produkcji w toku.
| Pozycja w kartotece magazynowej | Zapas w magazynie w szt. | Produkcja w toku w szt. |
|---|---|---|
| Karta graficzna | 80 | 10 |
| Czytnik karty pamięci | 130 | 5 |
| Procesor | 35 | - |
| Akumulator | 35 | - |
Jakie urządzenie nie wchodzi w skład transportu technologicznego?
Na początku miesiąca w magazynie znajdowało się 1 000 szt. W trakcie miesiąca zakupiono dodatkowe 3 000 szt. Jeśli minimalny zapas potrzebny do utrzymania ciągłości produkcji wynosi 3 000 szt., to w magazynie wystąpił
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na którym rysunku jest przedstawione wnętrze magazynu wielokondygnacyjnego?

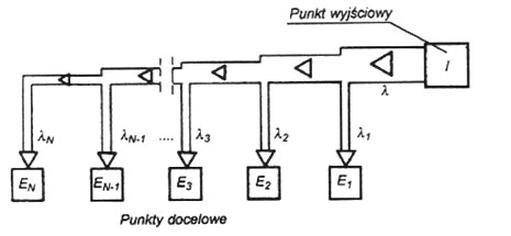
Na rysunku przedstawiono układ transportu wewnętrznego
Jaką wartość miał zapas początkowy Zp w sieci dystrybucji, jeśli zapas w punkcie końcowym wynosi Zk = 2 400 szt, sprzedano Z = 1 000 szt., a dostawy wyniosły D = 400 szt.?
Partię wyrobów gotowych przetransportowano z magazynu produkcyjnego do magazynu regionalnego. W związku z tym sporządzono dokument
Związki chemiczne szkodliwe, które powstają w procesach przemysłowych, klasyfikowane są jako odpady
Kiedy producent samodzielnie, na własny koszt i ryzyko, zajmuje się dystrybucją i sprzedażą swoich produktów do ostatecznych nabywców, mamy do czynienia z rodzajem kanału dystrybucji
Optymalizacja całkowitych wydatków na zakup oraz utrzymanie zapasów, a także zapewnienie efektywnego przebiegu logistycznych procesów zaopatrzeniowych i produkcyjnych wpływa na wybór
Firma transportowa realizuje przewozy kontenerów na trasie Gdynia-Warszawa-Gdynia. W maju 2013 roku firma poniosła koszty stałe na wszystkie zrealizowane przewozy w kwocie 4 000 zł, a koszty zmienne wyniosły 3,50 zł za 1 km. Jakie były łączne koszty na 1 km, jeśli firma zrealizowała 10 kursów w obie strony, a odległość pomiędzy Gdynią a Warszawą wynosi 400 km?
Cena formowania jednej paletowej jednostki ładunkowej (pjł) wynosi 1,60 zł. Na swoje usługi magazyn nakłada 25% zysku. Oblicz jednostkową cenę brutto formowania 1 pjł, zakładając, że usługa podlega 23% stawce VAT?
Operacje takie jak rozładunek zewnętrznych środków transportu, sortowanie, identyfikacja oraz kontrola ilościowa i jakościowa towarów są realizowane w obszarze
Firma zajmująca się spedycją i transportem ma zrealizować zlecenie polegające na przewozie 396 palet z cegłą kratówką. Masa jednej paletowej jednostki ładunkowej wynosi 818 kg. Firma dysponuje pojazdami członowymi. Jedna naczepa może pomieścić 33 palety. Maksymalna ładowność naczepy to 27 040 kg. Ile pojazdów członowych będzie potrzebnych do wykonania usługi?