Pytanie 1
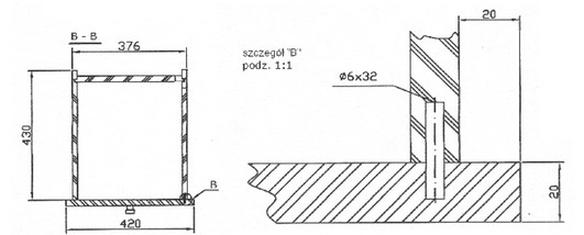
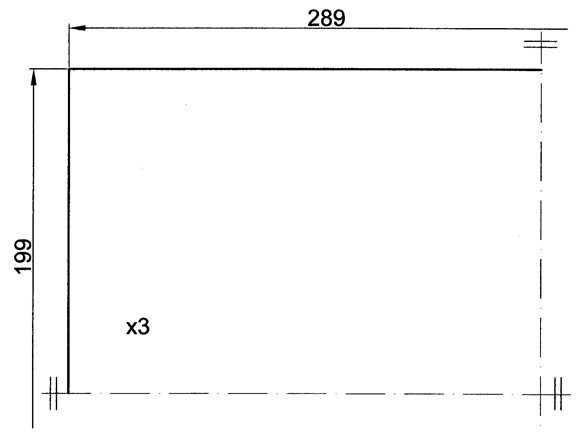
Od której czynności należy rozpocząć wykonywanie złącza pokazanego na ilustracji?
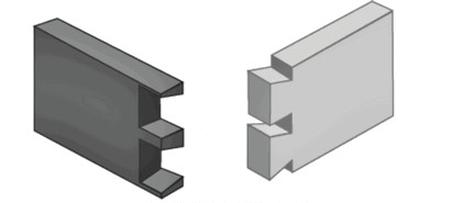
A. Trasowania.
B. Nacinania.
C. Dłutowania.
D. Wiercenia.
Wybór opcji rozpoczęcia prac od wiercenia, nacinania lub dłutowania wskazuje na brak zrozumienia podstawowego procesu przygotowawczego w obróbce materiałów. Wiercenie, jako czynność, nie może być pierwszym krokiem, ponieważ wymaga wcześniejszego zaznaczenia, gdzie dokładnie należy wykonać otwory. Bez trasowania można łatwo popełnić błąd w umiejscowieniu otworów, co prowadzi do uszkodzeń materiału oraz zwiększa ryzyko błędów konstrukcyjnych. Nacinanie i dłutowanie, z kolei, są procesami bardziej zaawansowanymi, które również wymagają wcześniejszego wyznaczenia linii, grupy oznaczeń lub konturów, aby zapewnić precyzyjne wykonanie detali. Typowym błędem jest myślenie, że można pominąć etap trasowania, co w praktyce prowadzi do nieefektywności i marnotrawstwa materiału. Niezastosowanie trasowania w obróbce materiałów jest sprzeczne z dobrymi praktykami w branży, które podkreślają znaczenie planowania i precyzyjnego wyznaczania punktów obróbczych. Dlatego kluczowe jest, aby każdy proces obróbczy zaczynał się od starannego trasowania, co pozwala na uniknięcie wielu problemów podczas dalszej produkcji.