Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 28/40 punktów (70,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką metodę usuwania zanieczyszczeń z powierzchni blach stalowych wykorzystuje się przed nałożeniem ochronnej powłoki cynkowej w procesie ciągłego cynkowania ogniowego?
Jakie z poniższych urządzeń są używane do wzbogacania miedziowych rud?
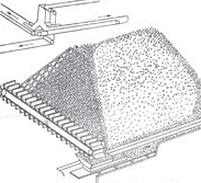
Jakie procesy zachodzą w materiałach wsadowych gromadzonych w hutach żelaza na hałdach obsługiwanych za pomocą urządzeń przedstawionych na rysunku?
Które z wymienionych ceramicznych materiałów wykazują charakter chemiczny zasadowy?
Na rysunkach przedstawiono następujące po sobie etapy procesu

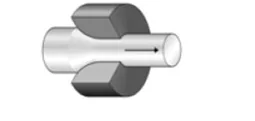
Metodę obróbki plastycznej metali, polegającą na przeciąganiu, przedstawia rysunek oznaczony literą



Wskaż na podstawie tabeli wartości współczynników ciągnienia w procesie wykonywania wytłoczek, jeżeli grubość blachy s = 1,6 mm, a średnica krążka D = 320 mm.
| Współczynnik ciągnienia | Stosunek s/D x 100% | ||||
|---|---|---|---|---|---|
| 2,0÷1,5 | 1,5÷1,0 | 1,0÷0,6 | 0,6÷0,3 | 0,3÷0,15 | |
| m₁ | 0,50 | 0,53 | 0,55 | 0,58 | 0,60 |
| m₂ | 0,75 | 0,76 | 0,78 | 0,79 | 0,80 |
| m₃ | 0,78 | 0,79 | 0,80 | 0,81 | 0,82 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Piec do obróbki cieplnej z wysuwanym trzonem przedstawia zdjęcie oznaczone literą




Z obszernych odkuwek kutych często eliminowane są pojedyncze, płytkie zarysowania oraz podłamy przy użyciu metody
Jaką metodę stosuje się do produkcji powłok ochronnych na blachy trapezowe, które mają być użyte jako pokrycia dachowe?
Który z podanych materiałów używanych do produkcji narzędzi w technologii metalurgii proszków charakteryzuje się najwyższą twardością?
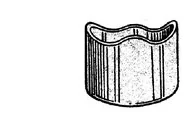
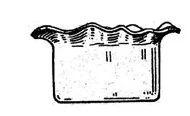
Na którym rysunku zilustrowano wadę wyrobu tłoczonego, powstającą przy zbyt dużej szczelinie między matrycą i stemplem?

Który z wymienionych materiałów wsadowych powinien być użyty w procesie kucia swobodnego wału dużej turbiny gazowej?
Jakie spośród wymienionych produktów są uzyskiwane tylko dzięki procesowi metalurgii proszków?
Metoda, która polega na nasyceniu powierzchni stalowych obiektów jednocześnie węglem oraz azotem w temperaturze od 500 do 950°C, określana jest mianem
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Objętość materiału wsadowego potrzebnego do wytworzenia odkuwki powinna wynosić 160 000 mm3. Jaką długość powinien mieć wsad, jeśli jego wymiary poprzeczne to 20 x 20 mm?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na trawionym przekroju pręta ujawniono wadę powstałą w trakcie obróbki plastycznej. Jaka to wada?
Na podstawie zamieszczonej tabeli wskaż maksymalną temperaturę nagrzewania wsadu ze stopu AlCu4Mg1 do procesu wyciskania na gorąco.
| Zakres temperatur stosowanych przy wyciskaniu na gorąco | |
|---|---|
| Rodzaj materiału | Temperatura, °C |
| Ołów | 20÷250 |
| Aluminium, stopy aluminium | 375÷475 |
| Miedź, stopy miedzi | 650÷975 |
| Stale | 875÷1300 |
Wsad należy nagrzać przed obróbką plastyczną do temperatury 1200°C. Odczytaj z rysunku miernika temperaturę materiału w piecu i oblicz, o ile stopni należy ten materiał dogrzać.

Który z wymienionych substancji stosuje się jako topnik w procesie spiekania w piecu wielkopiecowym, gdy skała macierzysta rud żelaza posiada charakter kwaśny?
Na podstawie danych w tabeli wskaż zakres nacisków jednostkowych w MPa dla stali węglowej o zawartości węgla nieprzekraczającej 0,1%
| Materiał | Naciski jednostkowe MPa |
|---|---|
| Aluminium | 600-800 |
| Stopy aluminium do obr. plastycznej | 800-1000 |
| Czysta miedź | 1200-1400 |
| Mosiądz M63 | 1400-1600 |
| Stal węglowa (do 0,1 % C) | 1200-1600 |
| Stal węglowa (do 0. 15% C) | 1600-1800 |
| Stale węglowe (do 0,35% C) oraz niskostopowe | 1800-2200 2000-2800 |
Określ na podstawie tabeli minerał występujący w rudach miedzi o najwyższej zawartości tego pierwiastka.
| Minerały miedzi | |||
|---|---|---|---|
| Nazwa | Związek chemiczny | Barwa | % Cu |
| Chalkozyn | Cu₂S | ciemnoszara | 79,8 |
| Kowelin | CuS | niebieska | 66,5 |
| Digenit | Cu₉S₅ | szaroniebieska | 78,1 |
| Bornit | Cu₅FeS₄ | miedziano-czarna | 63,3 |
| Chalkopiryt | CuFeS₂ | mosiężno-żółta | 34,6 |
| Kupryt | Cu₂O | czerwona | 88,2 |
| Tenorvt | CuO | czarna | 79,9 |
| Azuryt | Cu₃[(OH)CO₃]₂ | ciemno-niebieska | 55,3 |
Które z wymienionych w tabeli medium rozpylające należy stosować przy wytwarzaniu proszków Sn i Pb.
| Medium rozpylające | Rozpylany materiał |
|---|---|
| A. Powietrze | surówka, żeliwo, cynk, stal węglowa, cyna, ołów, miedź |
| B. Azot | aluminium, nikiel, miedź, brązy, stal nierdzewna, |
| C. Argon | stal szybkotnąca, superstopy na bazie niklu lub kobaltu |
| D. Woda | żeliwo, stal, brązy, cynk |
Jakie minerały stanowią kluczowe elementy rud miedzi, które są stosowane w procesach metalurgicznych?
W karcie technologicznej określono, że średnica walcowanych na gorąco prętów powinna wynosić \( \phi = 50^{+0.4}_{-0.3} \, \text{mm} \). Która z podanych średnic prętów nie spełnia tego warunku?
W jakim zakresie temperatur powinniśmy podgrzewać stalowy wsad przed walcowaniem na gorąco blach o dużej grubości?
Określ na podstawie tabeli, który środek zastosowany podczas ciągnienia aluminium pozwala uzyskać najmniejsze tarcie między odkształcanym materiałem i ciągadłem.
| Lp. | Współczynnik tarcia μ | Rodzaj użytego środka | Rodzaj ciągnionego materiału | Materiał ciągadła |
|---|---|---|---|---|
| 1. | 0,01÷0,05 | mydło potasowe | stal niestopowa ok. 0,53% C | węgliki spiekane |
| 2. | 0,03÷0,04 | mydło potasowe | stal niestopowa ok. 0,05% C | węgliki spiekane |
| 3. | 0,075 | olej rzepakowy | aluminium | stal narzędziowa |
| 4. | 0,149 | olej maszynowy | aluminium | stal narzędziowa |
| 5. | 0,166 | smar maszynowy | aluminium | stal narzędziowa |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z przedstawionych na rysunkach wyrobów wykonuje się metodą kucia matrycowego na młocie?




Aby zniwelować skutki zgniotu po obróbce plastycznej w niskiej temperaturze, konieczne jest przeprowadzenie wyżarzania
Określ na podstawie tabeli, jaką wartość współczynnika wytłaczania m należy zanotować w dokumentacji dotyczącej procesu wytłaczania, jeśli grubość blachy g=3 mm, a średnica krążka D=50 mm.
| Grubość względna krążka g/p | 2,00 | 1,50 | 1,00 | 0,50 | 0,20 | 0,06 |
| Współczynnik wytłaczania m | 0,46 | 0,50 | 0,53 | 0,56 | 0,58 | 0,60 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które z poniższych urządzeń transportowych jest używane do wprowadzenia dużych wlewków kuziennych do pieca komorowego z wysuwnym trzonem?
Na rysunku przedstawiono proces walcowania

Określ na podstawie tabeli, który gniot bezwzględny należy zastosować w szóstym przepuście przy walcowaniu blachy o końcowej grubości 14 mm.
| Wartości kolejnych gniotów do walcowania blach 14 x 2000 x 6000 mm | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Nr Przepustu | Wymiary pasma | Δh mm | λ | Średnica walców D mm | Temperatura metalu °C | Średni nacisk jednostkowy p MPa | ||||||
| grubość mm | szerokość mm | długość m | ||||||||||
| 0 | 200 | 1600 | 2,5 | – | – | – | – | – | ||||
| 1 | 183 | 1740 | 2,5 | 17 | 1,09 | 1034 | 1200 | 53 | ||||
| 2 | 153 | 2070 | 2,5 | 30 | 1,19 | 1034 | 1197 | 53 | ||||
| 3 | 113 | 2070 | 3,37 | 40 | 1,35 | 1034 | 1192 | 58 | ||||
| 4 | 83 | 2070 | 4,60 | 30 | 1,36 | 1034 | 1183 | 63 | ||||
| 5 | 60 | 2070 | 6,28 | 23 | 1,38 | 1034 | 1167 | 72 | ||||
| 6 | 44 | 2070 | 8,56 | 16 | 1,36 | 800 | 1147 | 82 | ||||
| 7 | 32 | 2070 | 11,77 | 12 | 1,38 | 800 | 1120 | 94,4 | ||||
| 8 | 24 | 2070 | 15,70 | 8 | 1,33 | 800 | 1081 | 114,0 | ||||
| 9 | 19 | 2070 | 19,83 | 5 | 1,26 | 800 | 1034 | 132,8 | ||||
| 10 | 16 | 2070 | 23,55 | 3 | 1,19 | 800 | 985 | 146,4 | ||||
| 11 | 14,5 | 2070 | 26,00 | 1,5 | 1,10 | 800 | 940 | 147,2 | ||||
| 12 | 14,0 | 2070 | 26,91 | 0,5 | 1,04 | 800 | 900 | 133,2 | ||||