Pytanie 1
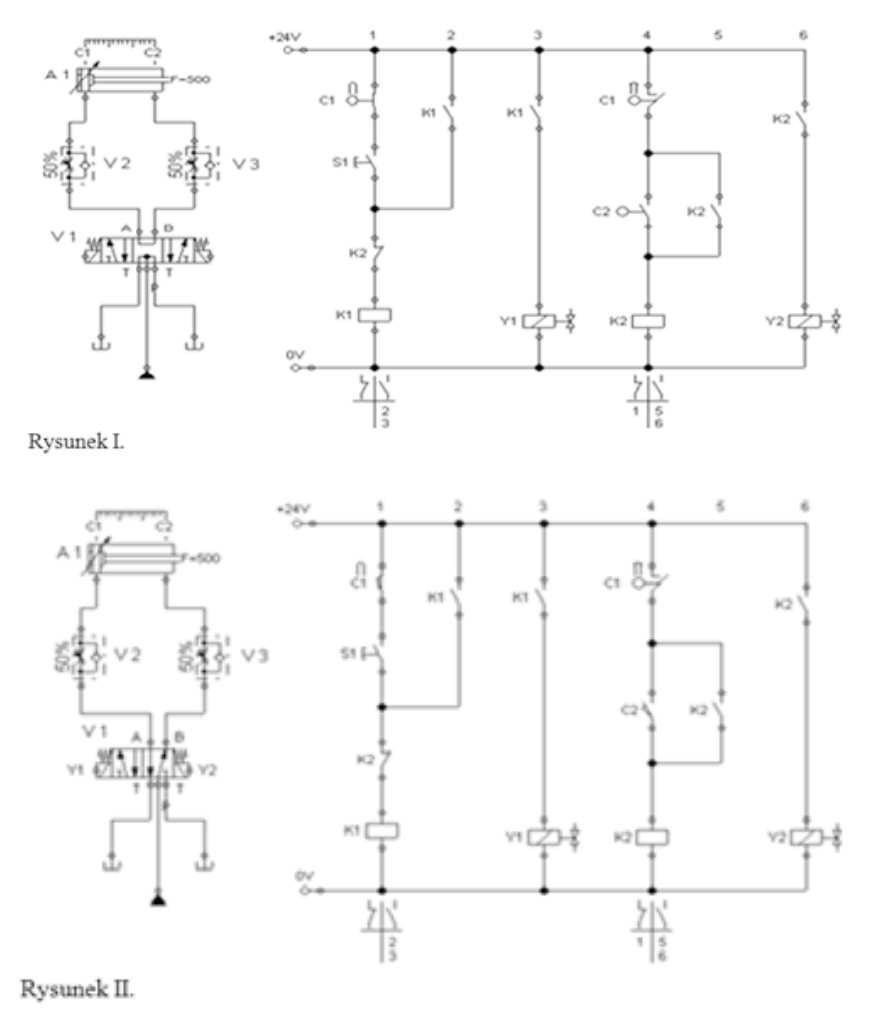
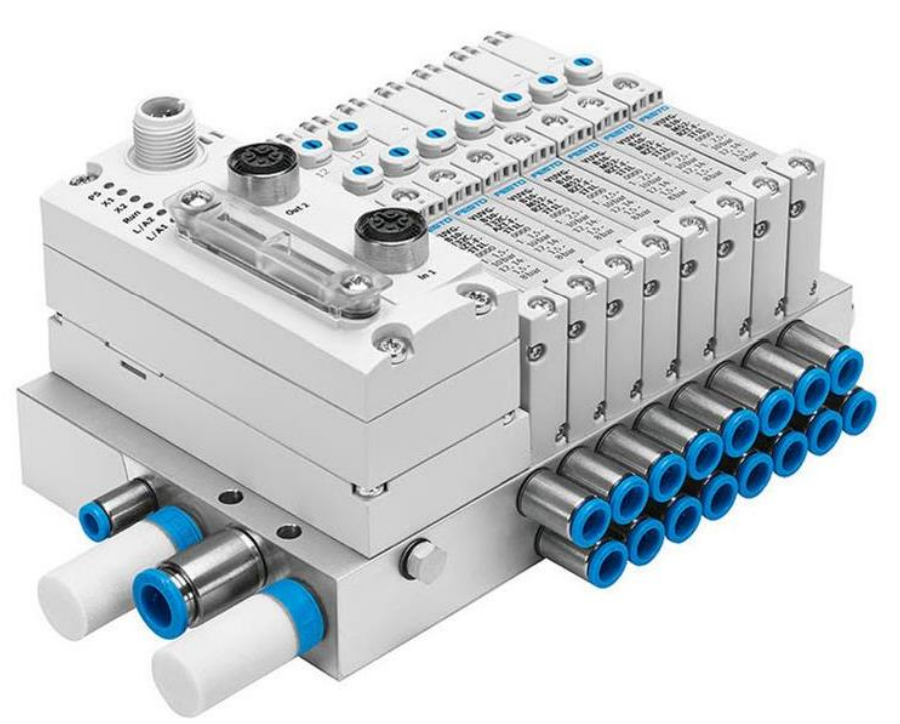
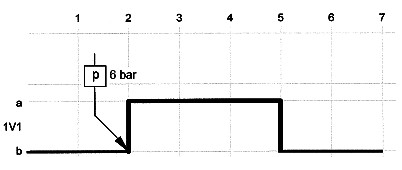
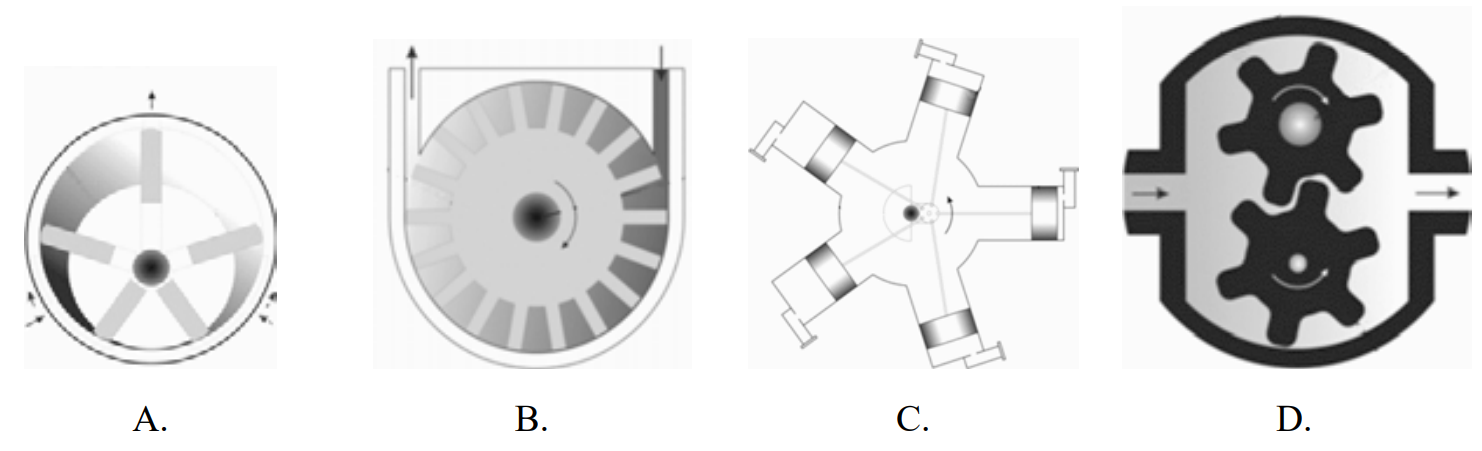
Który siłownik przedstawiony na ilustracjach, należy zamontować w układzie w miejscu oznaczonym cyfrą 5.
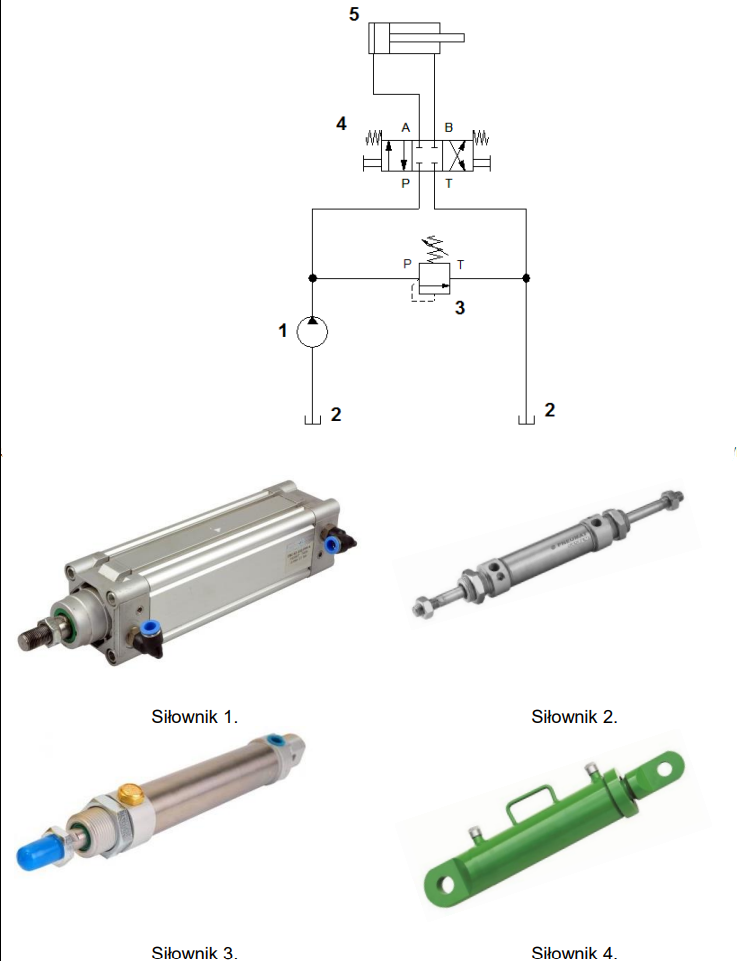
A. Siłownik 3.
B. Siłownik 1.
C. Siłownik 4.
D. Siłownik 2.
Wybór siłownika, który nie pasuje do wymagań z schematu, może prowadzić do różnych problemów. Te siłowniki, które są niepoprawne, mają różne właściwości, które nie zgadzają się z tym, co potrzeba w układzie. Na przykład siłownik 2 może działać w innym zakresie ciśnienia albo mieć różne parametry skoku, co bardzo wpływa na to, jak będzie działać. Siłowniki 1, 2 i 3 pewnie nie będą generować wystarczającej siły lub będą miały złą charakterystykę ruchu, co w efekcie może doprowadzić do problemów z całym systemem. Często ludzie nie rozumieją różnic między siłownikami liniowymi a obrotowymi, co prowadzi do złych wyborów. Ważne jest, aby wiedzieć, że nie każdy siłownik pasuje do każdego miejsca w układzie hydraulicznym. Zły wybór siłownika może powodować, że system nie będzie działać efektywnie, a nawet mogą się pojawić uszkodzenia, co wiąże się z dużymi kosztami napraw i przestojów. Żeby tego uniknąć, warto dokładnie analizować specyfikacje techniczne i rozumieć, jakie parametry siłowników wpływają na ich działanie. Dobrze jest też trzymać się standardów branżowych, które pomagają w optymalnym doborze i zapewniają niezawodność systemów hydraulicznych.