Pytanie 1
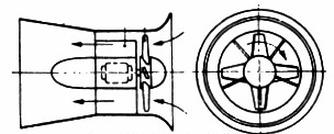
Na zdjęciu przedstawiono proces kształtowania wyrobu z blachy metodą

A. skrawania.
B. zgrzewania.
C. wyoblania.
D. tłoczenia.
Odpowiedź "wyoblania" jest prawidłowa, ponieważ na zdjęciu ilustrowany jest proces kształtowania wyrobu z blachy, który polega na obróbce materiału przy użyciu maszyny wykonującej ruch obrotowy. Proces wyoblania, często stosowany w przemyśle metalowym, jest kluczowy w tworzeniu komponentów o skomplikowanych kształtach, takich jak zbiorniki, obudowy czy elementy dekoracyjne. W praktyce, wyoblanie wykorzystuje się do formowania blach o różnych grubościach, co jest istotne w kontekście produkcji elementów o wysokiej precyzji. Ważne jest, aby operatorzy maszyn wyoblających mieli dobrze rozwiniętą umiejętność odczytywania rysunków technicznych oraz znajomość właściwości materiałów. Wyoblanie jest również zgodne z najlepszymi praktykami branżowymi, które podkreślają znaczenie efektywności energetycznej oraz minimalizacji odpadów w procesach produkcyjnych. Dodatkowo, technika ta jest często łączona z innymi metodami obróbki, co pozwala na osiągnięcie pożądanej jakości wyrobu końcowego.