Pytanie 1
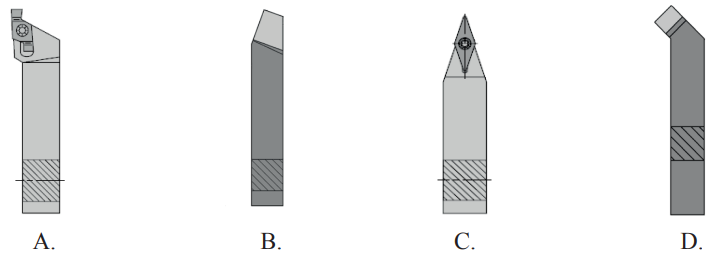
W celu odkręcenia płytki skrawającej w nożu przedstawionym na ilustracji, należy użyć klucza

A. płaskiego.
B. oczkowego.
C. imbusowego.
D. rurowego.
Użycie klucza imbusowego do odkręcenia płytki skrawającej w nożu jest poprawnym wyborem, ponieważ śruba, która mocuje płytkę, posiada łeb sześciokątny wewnętrzny, co jest charakterystyczne dla tego typu śrub. Klucze imbusowe, znane również jako klucze sześciokątne, doskonale pasują do kształtu otworu, co pozwala na efektywne i bezpieczne odkręcanie. W praktyce, klucz imbusowy minimalizuje ryzyko uszkodzenia łba śruby, co mogłoby się zdarzyć przy użyciu innych typów kluczy. Klucze płaskie, rurowe i oczkowe są zaprojektowane do pracy z innymi rodzajami śrub, co czyni je nieodpowiednimi w tym przypadku. W standardach branżowych podkreśla się znaczenie użycia odpowiednich narzędzi, aby zapewnić bezpieczeństwo oraz efektywność pracy. Warto również pamiętać, że klucze imbusowe dostępne są w różnych rozmiarach, co pozwala na ich wszechstronność w zastosowaniach inżynieryjnych oraz mechanicznych, a ich użycie jest powszechną praktyką w wielu dziedzinach takich jak motoryzacja, elektronika czy budownictwo.