Pytanie 1
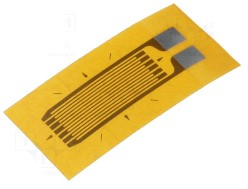
Na którym zdjęciu został przedstawiony zawór rozdzielający?
A. Zdjęcie 1
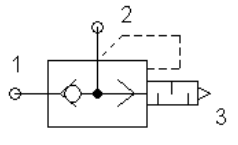
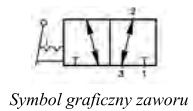
B. Zdjęcie 2
C. Zdjęcie 4
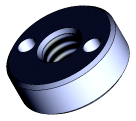
D. Zdjęcie 3
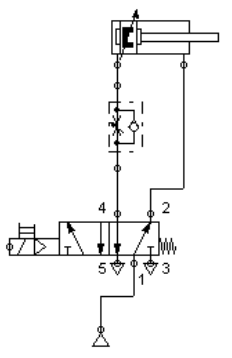
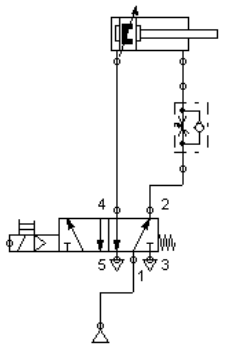
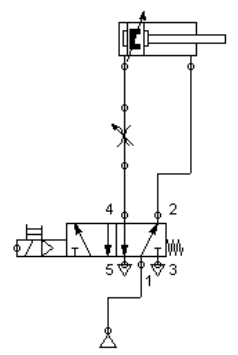
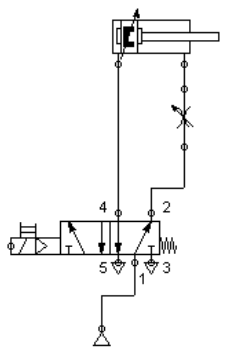
W pytaniu chodziło o rozpoznanie zaworu rozdzielającego – to taki element, który umożliwia sterowanie przepływem medium w układach pneumatycznych lub hydraulicznych, zwykle poprzez zmianę położenia elementu sterującego, jak dźwignia czy przycisk. Z mojego doświadczenia, często myli się zawory rozdzielające z innymi typami zaworów lub elementami wykonawczymi, które wyglądają podobnie, ale realizują zupełnie inne funkcje. Przykładowo, zawory krańcowe (widoczne na zdjęciu 1 i 4) są wykorzystywane raczej do detekcji położenia ruchomego elementu (np. tłoka siłownika) i służą jako czujniki sygnalizujące, czy dany punkt został osiągnięty – nie mają one typowej konstrukcji korpusu z kilkoma portami do przepływu medium i nie umożliwiają typowego przełączania kierunków przepływu. Z kolei różnego rodzaju przyciski lub zawory monostabilne, jak na zdjęciu 3, najczęściej realizują proste zadanie otwarcia lub zamknięcia dopływu medium, bez możliwości rozdzielenia przepływu na kilka torów. To, co bywa mylące, to podobna obudowa czy nawet zastosowanie metalowych dźwigni, ale tak naprawdę kluczowe jest zrozumienie funkcji i budowy wewnętrznej – zawór rozdzielający (jak na zdjęciu 2) posiada wyraźny układ portów oraz mechanizm, który pozwala na zmianę drogi przepływu medium. Błędy w rozpoznaniu najczęściej wynikają z braku praktyki i powierzchownego porównywania wyglądu zewnętrznego zamiast analizowania faktycznej funkcji. W praktyce zawsze warto sprawdzić liczbę portów i sposób sterowania – to najlepszy sposób na uniknięcie pomyłek i zgodność z dobrymi praktykami branżowymi opisanymi choćby w normach ISO dotyczących elementów automatyki.