Pytanie 1
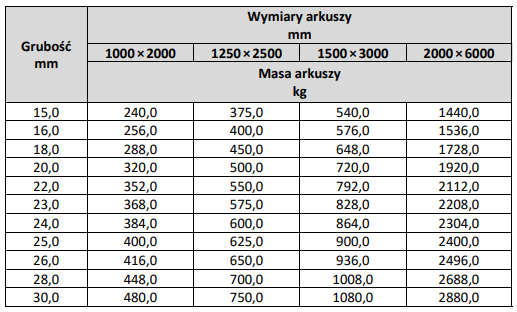
Korzystając z danych w tabeli wskaż, masę arkusza blachy o wymiarach 1250 × 2500 mm i grubości 23 mm.
A. 600,0 kg
B. 550,0 kg
C. 828,0 kg
D. 575,0 kg
Prawidłowa odpowiedź to 575,0 kg, bo właśnie taka masa przypada na arkusz blachy o wymiarach 1250 × 2500 mm i grubości 23 mm, zgodnie z danymi z tabeli. To przykład, jak ważne w pracy technika czy inżyniera jest umiejętne korzystanie z tabel i kart katalogowych – bez tego łatwo o pomyłkę przy zamawianiu materiałów lub przygotowywaniu kosztorysu. W standardach branżowych przyjmuje się, że masa arkusza blachy liczona jest na podstawie objętości i gęstości materiału, ale producenci często podają gotowe tabele, żeby uprościć życie użytkownikom i wyeliminować ryzyko błędów. Moim zdaniem warto zawsze sprawdzać takie dane przed rozpoczęciem projektu – pomoże to uniknąć niespodzianek podczas transportu czy montażu. Przy okazji, tabelaryczne wartości są zgodne z normami PN-EN, więc stosowanie ich w praktyce jest bezpieczne i zgodne z dobrymi praktykami. Często spotykałem się z sytuacją, gdzie ktoś próbował szacować masę 'na oko' i źle dobierał sprzęt do podnoszenia – lepiej korzystać z rzetelnych danych i nie ryzykować przestojów czy uszkodzeń. Takie podejście ułatwia też rozmowy z dostawcami i przyspiesza wyceny.