Pytanie 1
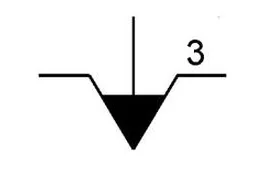
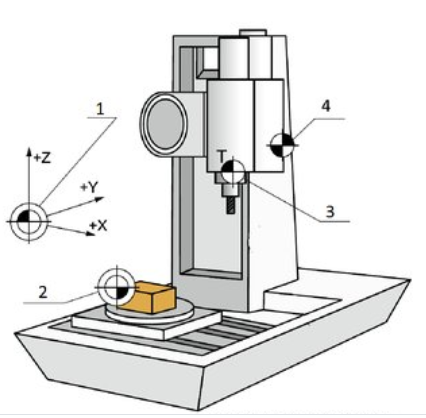
W przedstawionym układzie frezarki CNC punkt zerowy przedmiotu obrabianego oznaczono numerem
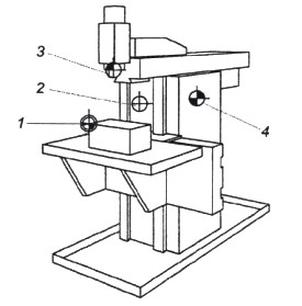
A. 3
B. 2
C. 1
D. 4
Wybierając inne numery, można stracić z oczu istotę punktu zerowego w obróbce CNC. Oznaczenie numerem "2", "3" lub "4" sugeruje nieporozumienie co do roli punktu odniesienia. W przypadku frezarek CNC, punkt zerowy odnosi się do miejsca, z którego rozpoczynają się wszystkie ruchy narzędzia. Nieprawidłowe zrozumienie tej koncepcji może prowadzić do błędów w obróbce, takich jak złe pozycjonowanie narzędzia, co w rezultacie skutkuje wadliwymi komponentami. Osoby wybierające inne odpowiedzi mogą nie rozumieć, że punkt zerowy powinien być zawsze wyraźnie oznaczony na obrabianym przedmiocie, aby zapewnić precyzję i powtarzalność. Dodatkowo, niektóre z tych numerów mogą sugerować inne punkty odniesienia, które są nieodpowiednie w danej sytuacji. Zaburzenie tej hierarchii w ustawieniach może prowadzić do skomplikowanych problemów, takich jak kolizje narzędzi czy nadmierne zużycie materiałów. Dlatego także ważne jest, aby przy ustalaniu punktu zerowego korzystać z uznanych norm i praktyk branżowych, unikając subiektywnych interpretacji. W kontekście złożonych operacji obróbczych, każdy błąd w określeniu punktu zerowego może mieć drastyczne skutki w całym procesie produkcyjnym.