Pytanie 1
Na którym rysunku przedstawiono narzędzie przeznaczone do wykreślania linii na arkuszu blachy?
A. Narzędzie 1
B. Narzędzie 2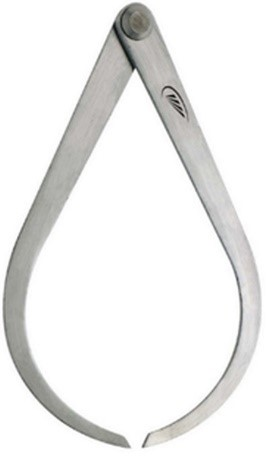
C. Narzędzie 4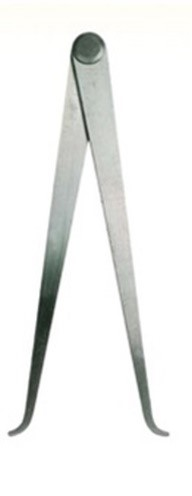
D. Narzędzie 3
Patrząc na zaprezentowane narzędzia, łatwo pomylić ich funkcje, bo niektóre z nich rzeczywiście wyglądają podobnie. Przykładowo, narzędzie pierwsze to przebijak – świetny do punktowania miejsc pod wiercenie, ale zupełnie nie sprawdzi się przy wykreślaniu linii. Jego końcówka jest zbyt masywna i zaprojektowana do tworzenia wgłębień, a nie ciągnięcia równych, cienkich kresek na metalu. Drugie narzędzie to cyrkiel zewnętrzny, stosowany głównie do pomiarów zewnętrznych wymiarów elementów lub przenoszenia wymiarów z rysunku na detal – on nie zostawia trwałej kreski, raczej służy do porównania czy odmierzenia odległości. Podobnie narzędzie czwarte – cyrkiel traserski – choć sugeruje się nazwą, jego głównym celem jest wyznaczanie i przenoszenie wymiarów łuków lub okręgów, ale nie trasowanie długich, prostych linii na powierzchni blachy. Typowym błędem jest założenie, że skoro narzędzie ma ostre końcówki, to nadaje się do rysowania po metalu – niestety, nie zawsze tak to działa w praktyce. Z mojego doświadczenia wynika, że niektóre osoby zbyt szybko utożsamiają cyrkle z trasowaniem, a przecież do wykreślania prostych linii niezbędny jest właśnie rysik traserski. Zgodnie z branżowymi standardami, do trwałego i precyzyjnego trasowania na metalu używa się tylko narzędzi o odpowiedniej twardości i kształcie końcówki, umożliwiających uzyskanie cienkich, dobrze widocznych linii. Pominięcie tej zasady może prowadzić do niedokładności i późniejszych problemów na etapie obróbki czy montażu. Warto zatem rozróżniać przeznaczenie narzędzi i pamiętać, że choć wszystkie prezentowane nadają się do pracy z metalem, tylko rysik traserski zapewni właściwy efekt podczas trasowania linii na blachach.