Pytanie 1
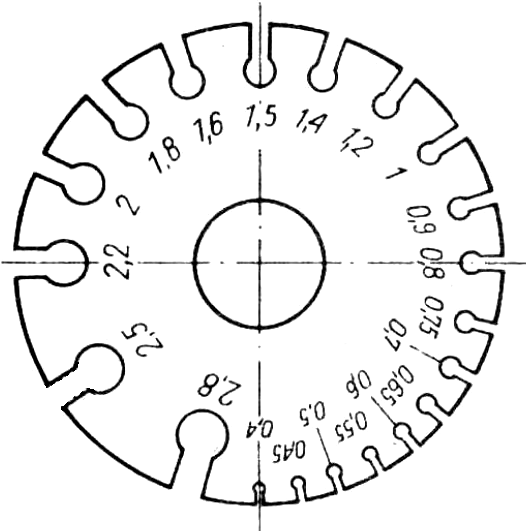
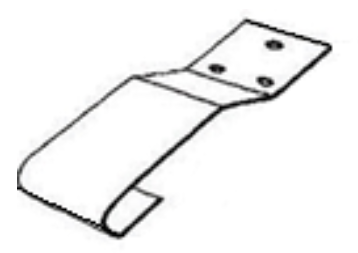
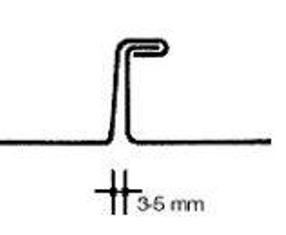
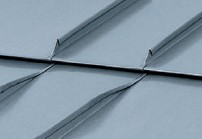
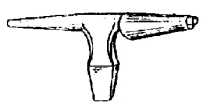
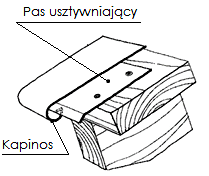
Jaką grubość blachy stosuje się do wykonania pasa usztywniającego obróbki blacharskiej okapu przedstawionego na rysunku?
A. 1,5 mm
B. 0,4 mm
C. 0,8 mm
D. 2,0 mm
Wybór grubości blachy do pasa usztywniającego obróbki blacharskiej okapu to sprawa, która wymaga nieco praktycznego doświadczenia i znajomości właściwości materiałów wykorzystywanych w dekarstwie. Często zdarza się, że osoby początkujące wybierają zbyt cienką blachę, np. 0,4 mm, bo wydaje się łatwiejsza w obróbce i lżejsza, a przez to wygodniejsza na budowie. Niestety, taka blacha jest bardzo podatna na deformacje – nawet niewielki nacisk podczas montażu czy pracy na dachu potrafi ją powyginać. Efekt jest taki, że po kilku miesiącach, zwłaszcza gdy przyjdą pierwsze silniejsze wiatry, na okapie pojawiają się falowania lub wybrzuszenia, które nie tylko wyglądają źle, ale i mogą wpływać na szczelność połączeń. Z drugiej strony, wybór zbyt grubej blachy, jak np. 1,5 mm czy 2,0 mm, to z kolei przesada – takie grubości stosuje się już raczej w konstrukcjach stalowych, tam gdzie są naprawdę duże naprężenia lub zagrożenie uszkodzeniami mechanicznymi. W przypadku obróbek okapu taka blacha jest niepotrzebnie ciężka, trudniejsza do cięcia i gięcia, a montaż staje się bardzo nieporęczny. Z mojego punktu widzenia, najczęstszy błąd to traktowanie pasa usztywniającego jak zwykłej listwy wykończeniowej – a to jest element, który powinien sztywnie utrzymywać krawędź okapu i zabezpieczać przed podwiewaniem wody czy śniegu. Dlatego fachowcy najczęściej sięgają po blachy o grubości około 0,8 mm, bo taki kompromis daje gwarancję trwałości, stabilności i estetyki. Warto też pamiętać, że normy jak PN-EN 14782 jasno określają minimalne grubości dla blach stosowanych w dachach i elewacjach, a 0,8 mm to wartość, która po prostu się sprawdza w codziennej praktyce.