Pytanie 1
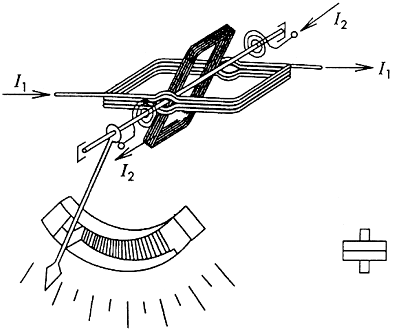
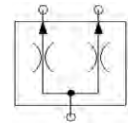
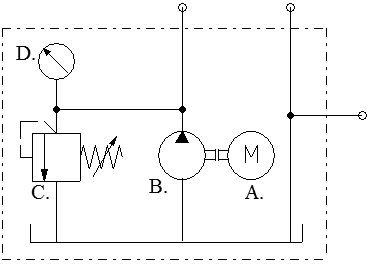
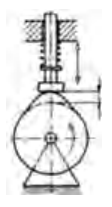
Na rysunku przedstawiono symbol graficzny przyrządu służącego do pomiaru

A. temperatury.
B. wilgotności.
C. poziomu.
D. ciśnienia.
Symbol, który widzisz, to oznaczenie manometru, czyli przyrządu służącego do pomiaru ciśnienia. Najczęściej spotyka się go na schematach instalacji pneumatycznych, hydraulicznych czy też w różnego rodzaju dokumentacjach technicznych. Moim zdaniem ten symbol jest jednym z tych, które na początku mogą się wydawać nieoczywiste, ale z czasem staje się całkiem intuicyjny – ta wskazówka to chyba najbardziej charakterystyczny element, bo mocno przypomina klasyczne zegary ciśnienia z tarczą i igłą. W praktyce, w branży przemysłowej czy motoryzacyjnej, pomiar ciśnienia jest nie do przecenienia – chociażby w układach chłodzenia, sprężarkach, zbiornikach ciśnieniowych czy nawet w systemach hamulcowych. Mam wrażenie, że często bagatelizuje się rolę prawidłowego oznaczania tych przyrządów, a to przecież podstawa dobrej diagnostyki i bezpieczeństwa pracy. W normach, takich jak PN-EN ISO 14617 czy PN-EN 60617, ten symbol jest podstawowym graficznym oznaczeniem manometru. Warto też zwrócić uwagę, że poprawne rozpoznawanie symboli przyrządów pomiarowych to nie tylko teoria, ale bardzo konkretna umiejętność potrzebna w codziennej pracy technika czy inżyniera.