Pytanie 1
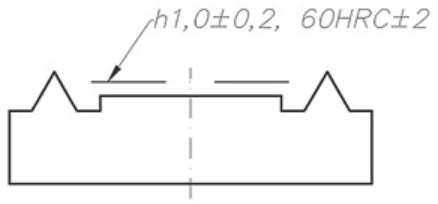
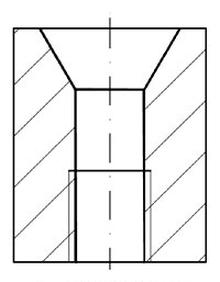
Wskaż technologiczną kolejność wykonywania obróbki otworu zgodnie z przedstawionym rysunkiem.
A. Nawiercanie, pogłębianie, wiercenie, rozwiercanie.
B. Wiercenie, powiercanie, pogłębianie, gwintowanie.
C. Wiercenie, gwintowanie, powiercanie, rozwiercanie.
D. Wiercenie, gwintowanie, rozwiercanie, pogłębianie.
Odpowiedź "Wiercenie, powiercanie, pogłębianie, gwintowanie" jest poprawna, ponieważ przedstawia logiczną sekwencję procesów obróbczych, które są kluczowe w technologii wytwarzania otworów. Proces rozpoczyna się od wiercenia, które ma na celu stworzenie otworu o odpowiedniej średnicy, co jest standardową praktyką w obróbce mechanicznej. Następnie, powiercanie jest niezbędne do osiągnięcia precyzyjnych wymiarów oraz poprawy jakości powierzchni otworu, co jest istotne dla zastosowań wymagających wysokiej dokładności, takich jak montaż elementów mechanicznych. Pogłębianie natomiast ma na celu poszerzenie otworu w jego końcowej części, co może być wymagane w niektórych konstrukcjach, aby pomieścić odpowiednie elementy. Ostatnim etapem jest gwintowanie, które pozwala na wprowadzenie gwintu wewnętrznego, co jest istotne dla połączeń śrubowych. Przy projektowaniu otworów warto kierować się normami takimi jak ISO 2768, które regulują tolerancje wymiarowe i jakościowe dla obróbki otworów. Takie podejście zapewnia nie tylko poprawność wykonania, ale również długoterminową trwałość i funkcjonalność gotowych elementów.