Pytanie 1
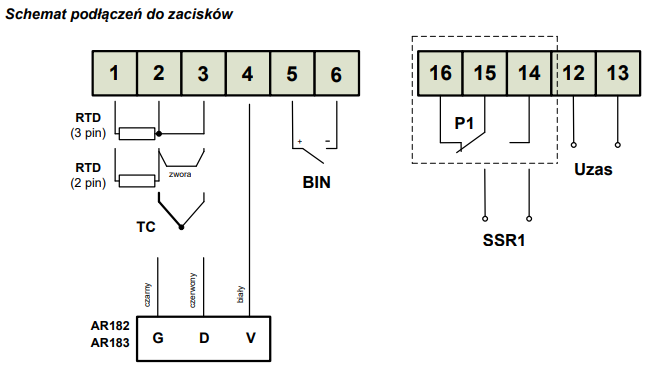
Z przedstawionego fragmentu dokumentacji technicznej regulatora cyfrowego wynika, że czujniki termorezystancyjne w układzie trójprzewodowym powinny zostać podłączone do zacisków o numerach
| Tabela 7. Numeracja i opis listew zaciskowych regulatora | |
|---|---|
| Numery zacisków | Opis |
| 1-2-3 | Wejście Pt100 (2 i 3-przewodowe) |
| 2-3 | Wejście termoelektryczne TC (J, K, S, B, R, T, E, N) |
| 2-3-4 | Wejście dla cyfrowych sond temperatury AR182, AR183 |
| 5-6 | Wejście binarne (stykowe lub napięciowe < 24 V) |
| 12-13 | Wejście zasilania |
| 14-15-16 | Wyjście przekaźnika P1 lub sterowanie SSR1 (tranzystorowe NPN OC) |
A. 12, 13, 14
B. 1, 2, 3
C. 4, 5, 6
D. 14, 15, 16
Podłączenie czujnika termorezystancyjnego w układzie trójprzewodowym do zacisków 1, 2 i 3 to zdecydowanie właściwy wybór. Wynika to z tego, jak zbudowane są wejścia większości regulatorów przemysłowych – dokładnie te numery są przeznaczone do obsługi czujników Pt100, zarówno w wersji dwu-, jak i trójprzewodowej. W układzie trójprzewodowym chodzi o kompensację błędów spowodowanych rezystancją przewodów łączących czujnik z regulatorem – dzięki trzem przewodom regulator potrafi automatycznie uwzględnić dodatkową rezystancję i dokładniej zmierzyć temperaturę. To rozwiązanie jest standardem w przemyśle, szczególnie tam, gdzie zależy nam na precyzji pomiarów, np. w ciepłownictwie, przemyśle spożywczym, automatyce HVAC. Moim zdaniem, jeżeli ktoś na co dzień konfiguruje sterowniki temperatury, to właściwie nie wyobrażam sobie innego układu przy dłuższych przewodach niż trójprzewodowy. Warto pamiętać, że zgodnie z normami (np. PN-EN 60751), taki sposób podłączenia zapewnia dużą odporność na zakłócenia i eliminuje wpływ długości przewodów. Często spotykałem się z sytuacją, gdzie pominięcie tej zasady skutkowało sporymi błędami w odczycie, więc to nie jest tylko teoria, ale konkretne, praktyczne rozwiązanie.