Pytanie 1
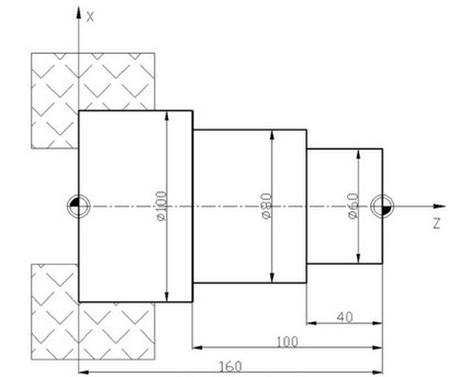
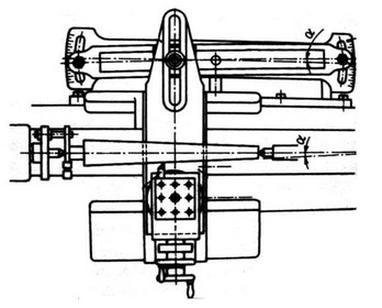
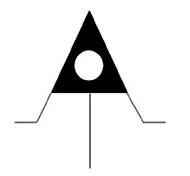
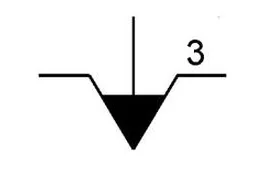
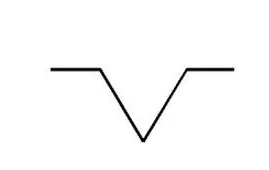
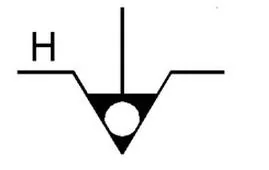
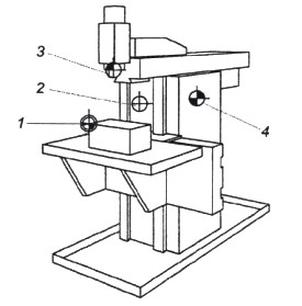
W przedstawionym układzie frezarki CNC punkt zerowy przedmiotu obrabianego oznaczono numerem
A. 2
B. 4
C. 1
D. 3
Poprawna odpowiedź to numer "1", który wskazuje punkt zerowy przedmiotu obrabianego w przedstawionym układzie frezarki CNC. Punkt zerowy jest kluczowym elementem w procesie obróbki CNC, ponieważ określa odniesienie dla wszystkich ruchów narzędzia względem obrabianego materiału. Ustawienie punktu zerowego umożliwia precyzyjne pozycjonowanie narzędzia oraz dokładne wykonanie operacji takich jak frezowanie, wiercenie czy cięcie. W dobrych praktykach branżowych, wzrokowe oznaczenie punktu zerowego na półfabrykacie minimalizuje ryzyko błędów w programowaniu maszyn, a także ułatwia późniejsze kontrole jakości. Na przykład, przy obróbce seryjnej, poprawne określenie punktu zerowego jest niezbędne dla zachowania spójności wymiarowej komponentów. Użycie odpowiednich narzędzi do pomiarów, takich jak mikrometry czy suwmiarki, w połączeniu z dobrze zdefiniowanym punktem zerowym, pozwala na osiągnięcie wysokiej precyzji w procesach obróbczych.