Pytanie 1
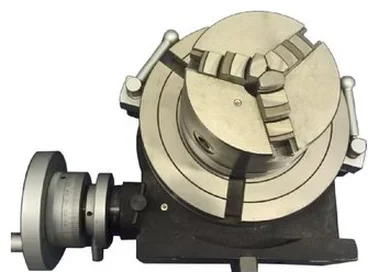
Przedstawionego na zdjęciu przyrządu nie stosuje się podczas frezowania
A. obwiedniowego kół zębatych.
B. kształtowego rowków wielowypustowych.
C. kształtowego kół zębatych.
D. boków wielokątów na wałkach.
Odpowiedź 'obwiedniowe kół zębatych' jest poprawna, ponieważ podziałowy stół obrotowy, widoczny na zdjęciu, jest dedykowany do precyzyjnego pozycjonowania detali w procesie obróbczych, szczególnie podczas frezowania. W praktyce wykorzystuje się go do obróbki boków wielokątów na wałkach oraz kształtowych rowków wielowypustowych, co jest zgodne z zasadami inżynierii produkcji. Stosowanie podziałowych stołów obrotowych w procesie frezowania zwiększa dokładność i powtarzalność obróbki, co jest kluczowe w produkcji elementów wymagających wysokiej precyzji. Na przykład, podczas obróbki kół zębatych, stosuje się inne technologie, takie jak frezarki do kół zębatych, które są specjalnie zaprojektowane do tego rodzaju zadań. Te maszyny umożliwiają uzyskanie odpowiednich profilów zęba oraz dokładnych wymiarów, co jest istotne dla prawidłowego działania przyrządów mechanicznych. W związku z tym, podziałowy stół obrotowy nie jest stosowany w obróbce obwiedniowej kół zębatych ze względu na różnice w wymaganiach technologicznych i charakterystyce procesów obróbczych.