Pytanie 1
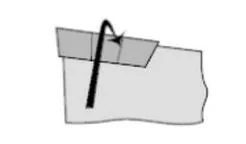
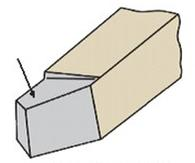
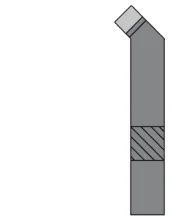
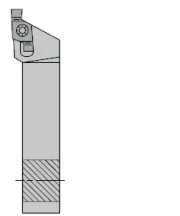
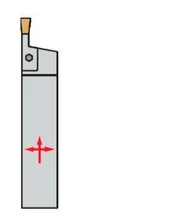
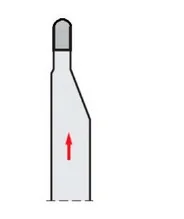
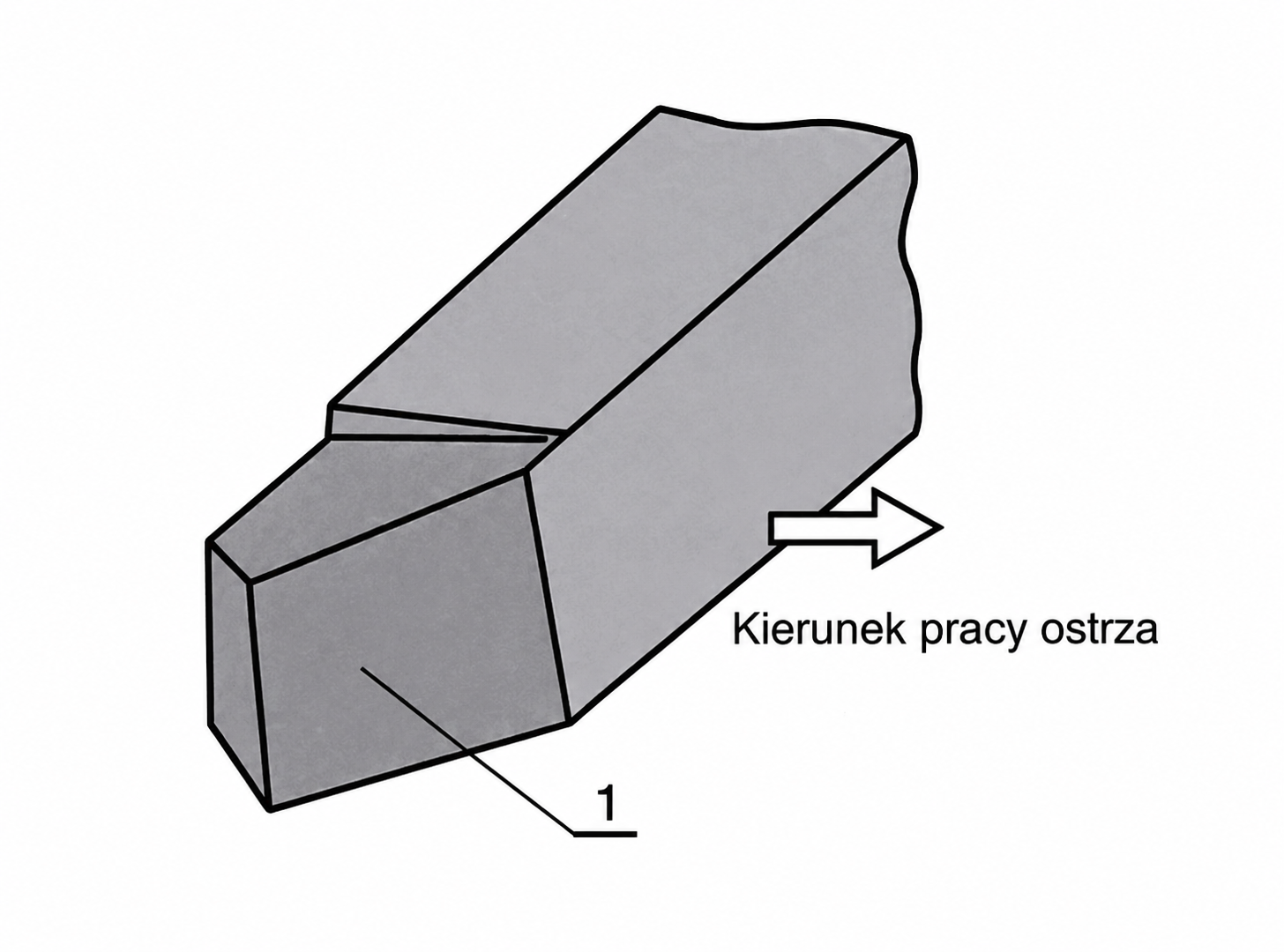
Na rysunku noża tokarskiego numerem 1 oznaczono
A. powierzchnię natarcia.
B. pomocniczą powierzchnię przyłożenia.
C. powierzchnię przejściową.
D. główną powierzchnię przyłożenia.
Główna powierzchnia przyłożenia, ta zaznaczona na rysunku noża tokarskiego numer 1, jest naprawdę kluczowa w obróbce skrawaniem. To właśnie ta powierzchnia sprawia, że możemy precyzyjnie skrawać materiał, co jest mega ważne, gdy produkujemy elementy o skomplikowanych kształtach. Główna powierzchnia przyłożenia ma bezpośredni kontakt z obrabianym przedmiotem, więc to ma ogromny wpływ na jakość wykończenia i efektywność obróbki. Na przykład, gdy toczenie stalowych wałków, dobry kąt tej powierzchni to podstawa – pozwala to zaoszczędzić narzędzia i zmniejszyć ilość wiórów, co z kolei jest korzystne dla kosztów produkcji. Warto więc znać tę powierzchnię i umieć ją dobrze wykorzystać, bo to naprawdę zgodne z najlepszymi praktykami w branży, co potwierdzają standardy ISO dotyczące narzędzi skrawających.