Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 33/40 punktów (82,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Temperatura, przy której stal topnieje, wynosi około 1 540°C. Temperatura płynnego metalu przed jego wylaniem powinna być wyższa o 90÷120°C od temperatury topnienia. Od jakiej z wymienionych temperatur należy rozpocząć wylewanie stali z pieca?
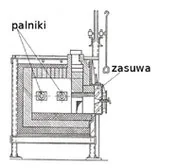
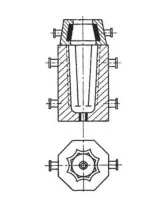
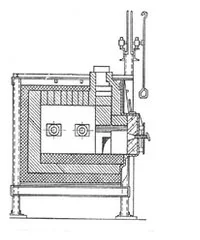
Schemat pieca szczelinowego przedstawiono na rysunku oznaczonym literą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na podstawie zamieszczonej tabeli wskaż maksymalną temperaturę nagrzewania wsadu ze stopu AlCu4Mg1 do procesu wyciskania na gorąco.
| Zakres temperatur stosowanych przy wyciskaniu na gorąco | |
|---|---|
| Rodzaj materiału | Temperatura, °C |
| Ołów | 20÷250 |
| Aluminium, stopy aluminium | 375÷475 |
| Miedź, stopy miedzi | 650÷975 |
| Stale | 875÷1300 |
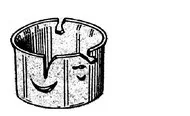
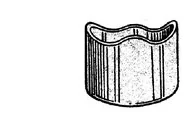
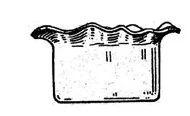
Na którym rysunku przedstawiono wyrób wykonany metodą tłoczenia na prasie?



To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
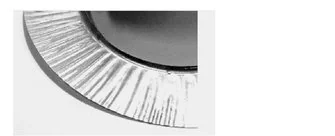
Rysunek przedstawiający wadę procesu wytłaczania, czyli zerwane dno wytłoczki przedstawia rysunek oznaczony literą


Jaką substancję należy wykorzystać w procesie trawienia blach stalowych przed walcowaniem na zimno?
Które z wymienionych w tabeli cegieł ogniotrwałych są zaliczane do materiałów kwaśnych?
| Rodzaj cegieł ogniotrwałych | Skład chemiczny, % | ||||||
|---|---|---|---|---|---|---|---|
| SiO₂ | Al₂O₃ | TiO₂ | CaO | MgO | Fe₂O₃ | Cr₂O₃ | |
| A. Szamotowe | 51,0÷59,0 | 35÷40 | 2,0÷3,0 | 0,3÷0,5 | 0,5÷0,6 | 1,6÷2,5 | – |
| B. Forsterytowe | 31÷34 | 1,5÷1,7 | – | 1,4÷1,6 | 53÷55 | 9,0÷9,3 | 1,4÷1,7 |
| C. Chromitowo-magnezytowe | 2÷8 | 21÷23 | – | 0,9÷1,2 | 30÷37 | 10÷12 | 22÷30 |
| D. Magnezytowo-chromitowe | 4,9÷5,5 | 6,5÷23,0 | – | 0,7÷2,7 | 33÷69 | 8,9÷9,4 | 6÷23 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
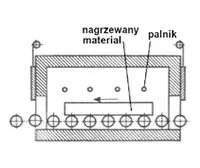
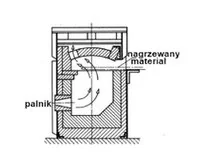
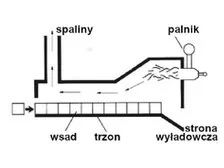
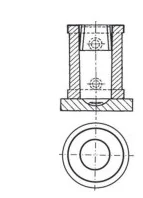
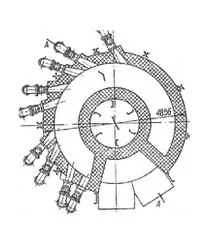
Który rodzaj pieca do nawęglania gazowego przedstawiono na rysunku?

Który rodzaj procesu stosowanego podczas produkcji blach grubych przedstawia rysunek?
Jakie jest podstawowe wyroby uzyskiwane w procesie konwersji kamienia miedziowego?
Na podstawie tabeli wskaż, którą z wymienionych prac prowadzi się w czasie remontu bieżącego komorowego gazowego pieca grzewczego.
| Fragment wykazu prac związanych z prowadzeniem remontów gazowych pieców komorowych | |||
|---|---|---|---|
| Czynności | Rodzaj remontu | ||
| bieżący | średni | kapitalny | |
| wymiana wszystkich palników | ● | ||
| wymiana całej wymurówki komory roboczej | ● | ||
| wymiana warstwy izolacyjnej komory roboczej | ● | ||
| wymiana lub naprawa uszkodzonych fragmentów wymurówki | ● | ||
| naprawy instalacji elektrycznej | ● | ||
| korekta ustawień palników | ● | ||
| naprawy układu sterowania | ● | ||
| naprawy mechaniczne | ● | ||
Na podstawie danych w tabeli wskaż zakres nacisków jednostkowych w MPa dla stali węglowej o zawartości węgla nieprzekraczającej 0,1%
| Materiał | Naciski jednostkowe MPa |
|---|---|
| Aluminium | 600-800 |
| Stopy aluminium do obr. plastycznej | 800-1000 |
| Czysta miedź | 1200-1400 |
| Mosiądz M63 | 1400-1600 |
| Stal węglowa (do 0,1 % C) | 1200-1600 |
| Stal węglowa (do 0. 15% C) | 1600-1800 |
| Stale węglowe (do 0,35% C) oraz niskostopowe | 1800-2200 2000-2800 |
Określ na podstawie tabeli jaką minimalną ilość karbonizatu węglowego należy przygotować do wytworzenia 3 Mg suchej mieszanki do produkcji brykietów stanowiących wsad do otrzymywania kamienia miedziowego w piecu szybowym.
| Udziały poszczególnych składników w mieszance do produkcji brykietów (stan suchy) | ||
|---|---|---|
| Materiał | Udział % | |
| Koncentrat | 75÷80 | |
| Pyły szybowe | 1÷2 | |
| Odsiewy brykietów | 8÷12 | |
| Lepiszcze | 5÷6 | |
| Karbonizat węglowy | 3÷4 | |
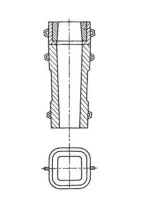
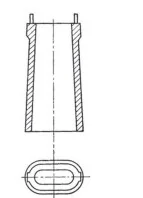
Określ na podstawie rysunków, którą wlewnicę należy zastosować aby otrzymać wlewek o przekroju kwadratowym.
Jak należy przygotować wsad w postaci blach walcowanych na gorąco przed procesem walcowania blach cienkich na zimno?
Który z wymienionych materiałów wsadowych powinien być użyty w procesie kucia swobodnego wału dużej turbiny gazowej?
Określ na podstawie tabeli zamienników smarów i olejów do walcarki mechanicznej MRM 1250, jakim olejem można zastąpić smar Energrease GP 2 podczas prac związanych z konserwacją urządzenia.
| Tabela zamienników smarów i olejów do walcarki mechanicznej MRM 1 250 | ||
|---|---|---|
| Producent | Smar | Olej |
| MOBIL | Kup Grease 2 | Mobil Gear 629 |
| BP | Energrease GP 2 | Energol GR 150 |
| SHELL | Livona 2 | Omala Oil 150 |
| CASTROL | Helvium 2 | Alpha SP 150 |
Jaką metodą przygotowuje się wlewki przed obróbką plastyczną?
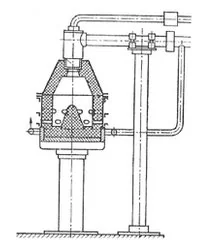
Na którym rysunku przedstawiono piec oczkowy?
Wsad należy nagrzać przed obróbką plastyczną do temperatury 1200°C. Odczytaj z rysunku miernika temperaturę materiału w piecu i określ o ile stopni należy jeszcze dogrzać wsad.

Wyznacz średnicę D krążka blachy, z którego ma być stworzona wytłoczka o średnicy d = 80 mm, przy założeniu, że D=1,3d.
Wskaż narzędzie pomiarowe, którego należy użyć do sprawdzenia średnicy wewnętrznej gorącej odkuwki kutej swobodnie.




Który z poniższych materiałów jest najczęściej stosowany do wykonania form odlewniczych?
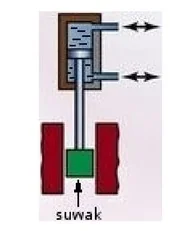
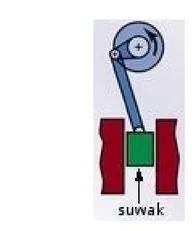
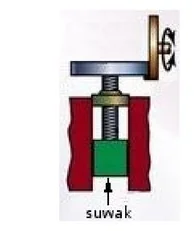
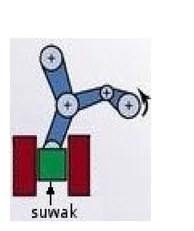
Zasadę działania prasy kolanowej przedstawiono na rysunku oznaczonym literą
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakiego rodzaju powłokę antykorozyjną stosuje się na stalowe blachy formowane na zimno, które mają być użyte do produkcji karoserii samochodowych?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
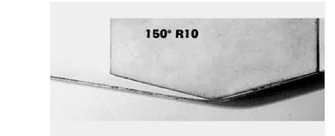
Na którym rysunku zilustrowano wadę wyrobu tłoczonego, powstającą przy zbyt dużej szczelinie między matrycą i stemplem?

Jaką substancję smarną wykorzystuje się w obróbce plastycznej prowadzonej w temperaturze pokojowej?
W procesie walcowania blach o dużej grubości należy użyć jako wsadu
Jakie z wymienionych urządzeń powinno się wykorzystać do przewozu gorących wlewków w piecu wgłębnym na terenie kuźni?
Które z poniższych urządzeń nadaje się najlepiej do precyzyjnego i bezstratnego pocięcia arkusza blachy stalowej o wymiarach 1500 x 1000 mm i grubości 1,5 mm na pasy o szerokości 200 mm?
Temperatura wody w układzie zamkniętym chłodzenia wzbudnika pieca indukcyjnego nie powinna przekroczyć 85°C. Określ na podstawie rysunku, o ile stopni maksymalnie może wzrosnąć temperatura czynnika chłodzącego do bezpiecznego poziomu.
