Pytanie 1
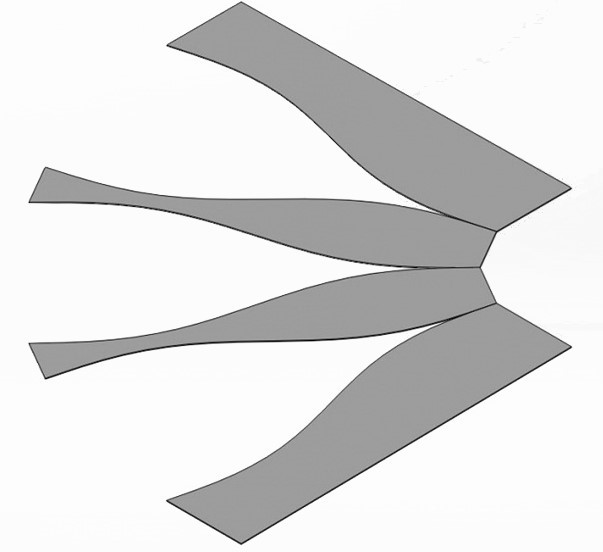
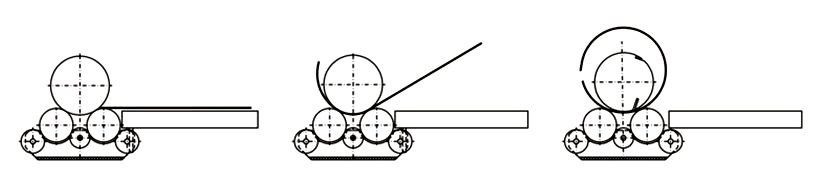
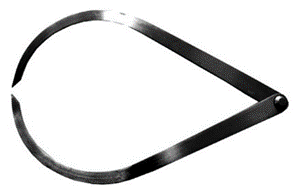
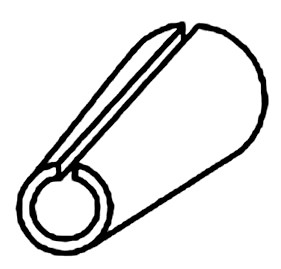
Jaką metodą wykonano, pokazany na rysunku, płaszcz ochronny z blachy?
A. Rowkowania.
B. Walcowania.
C. Rozwijania.
D. Zwijania.
Metoda zwijania to klasyczny sposób wytwarzania płaszczy ochronnych z blachy, szczególnie kiedy trzeba wykonać osłonę na rurę albo przewód. Co ważne, zwijanie polega na tym, że prostą płytę blachy formuje się stopniowo na walcu albo innym odpowiednim oprzyrządowaniu, aż uzyska się kształt odpowiadający wymaganiom projektu. Często w praktyce stosuje się tę metodę do tworzenia osłon termicznych, wentylacyjnych lub ochronnych, bo pozwala ona uzyskać bardzo dobre dopasowanie do średnicy chronionego elementu. Z mojego doświadczenia wynika, że kluczowe jest tutaj precyzyjne spasowanie krawędzi, żeby płaszcz dobrze przylegał i nie przesuwał się podczas eksploatacji. W branży wentylacyjnej albo ciepłowniczej zwijanie to standard przy osłonach i izolacjach rur, bo daje szybki efekt i pozwala na późniejsze demontaże, gdyby zaszła taka potrzeba. Warto pamiętać, że dobrze wykonane zwijanie znacząco wydłuża żywotność instalacji i chroni ją przed uszkodzeniami mechanicznymi czy korozją. W literaturze branżowej i normach, np. PN-EN 1505, metoda ta jest wielokrotnie wymieniana jako efektywna i praktyczna.