Pytanie 1
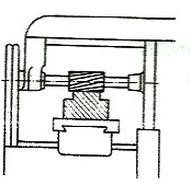
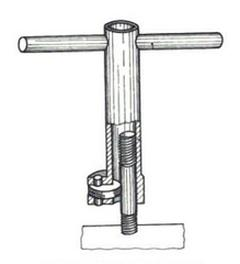
Część X zaznaczona na zdjęciu wiertarki stołowej WS 15 służy do
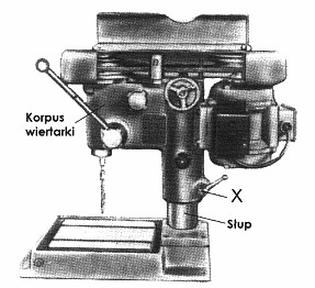
A. unieruchomienia korpusu wiertarki względem słupa.
B. oczyszczania powierzchni słupa.
C. zmiany ilości obrotów wrzeciona.
D. smarowania powierzchni bocznej słupa.
Część X, która została zaznaczona na zdjęciu wiertarki stołowej WS 15, pełni kluczową rolę w zapewnieniu stabilności narzędzia podczas pracy. Mechanizm blokujący, odpowiedzialny za unieruchomienie korpusu wiertarki względem słupa, jest niezbędny do precyzyjnego wiercenia. W praktyce, gdy wiertarka jest właściwie zablokowana, minimalizuje się drgania i ruchy boczne, co pozwala na uzyskanie dokładnych otworów w materiałach. W branży obróbczej standardem jest stosowanie tego rodzaju mechanizmów, ponieważ zapewniają one nie tylko wydajność, ale także bezpieczeństwo podczas pracy. Warto również zauważyć, że nieprawidłowe zablokowanie korpusu może prowadzić do uszkodzenia zarówno narzędzia, jak i obrabianego materiału. Dlatego znajomość funkcji takiej części wiertarki jest kluczowa dla każdego profesjonalisty zajmującego się obróbką metali czy drewnem.