Pytanie 1
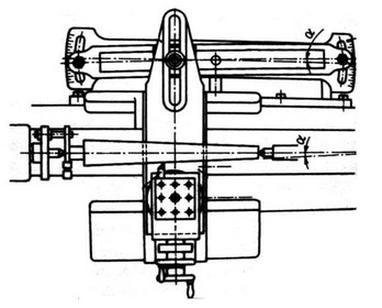
Przedstawiony na rysunku sprawdzian (oznaczenie MSLb 15÷21) służy do kontroli

A. wałków w zakresie od Ø15 do Ø21
B. kątów w zakresie od 15° do 21°
C. otworów w zakresie od Ø15 do Ø21
D. średnic podziałowych gwintów od M15 do M21
Odpowiedź wskazująca na kontrolę wałków w zakresie od Ø15 do Ø21 jest poprawna, ponieważ oznaczenie "MSLb 15÷21" odnosi się do sprawdzianu, który służy do pomiaru średnic wałków wykorzystywanych w różnych aplikacjach inżynieryjnych. Symbol "Ø" oznacza średnicę, a podany zakres wskazuje, że produkt ten jest przeznaczony do pomiarów wałków o średnicach od 15 mm do 21 mm. W praktyce, stosowanie sprawdzianów takich jak MSLb jest kluczowe dla zapewnienia, że elementy mechaniczne spełniają określone tolerancje wymiarowe, co jest niezbędne w procesach produkcyjnych oraz w utrzymaniu jakości. Przykładowo, w przemyśle metalowym, właściwe wymiary wałków są niezbędne do zapewnienia ich poprawnej współpracy z łożyskami, co wpływa na ogólną wydajność maszyn. Ponadto, korzystanie z takich sprawdzianów jest zgodne z praktykami zapewniania jakości i standardami, w tym normami ISO, które nakładają obowiązek na producentów do regularnego sprawdzania wymiarów kluczowych komponentów.