Pytanie 1
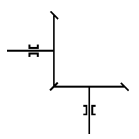
Który rysunek przedstawia schemat mechanizmu korbowego?
A. Rysunek 3
B. Rysunek 2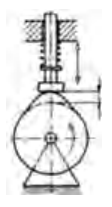
C. Rysunek 1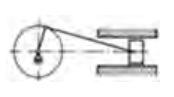
D. Rysunek 4
Schemat przedstawiony na Rysunku 1 to klasyczny mechanizm korbowy, który składa się z wału korbowego, korbowodu oraz tłoka lub suwaka. Moim zdaniem, bardzo charakterystyczny element tego układu to ruch obrotowy zamieniany na ruch posuwisto-zwrotny, albo odwrotnie – i to właśnie widzimy na tym rysunku. Mechanizm korbowy jest fundamentalny dla wszelkiego rodzaju silników tłokowych (np. spalinowych, parowych), gdzie energia cieplna przekształcana jest na ruch mechaniczny. W praktyce spotyka się go nie tylko w motoryzacji, ale także w sprężarkach, pompach, a nawet w niektórych narzędziach hydraulicznych. Cały układ działa zgodnie z zasadami kinematyki maszyn – tu warto znać normy takie jak PN-EN 286-1 dotyczące układów tłokowych. Warto zwrócić uwagę, że poprawne zaprojektowanie i interpretacja takiego mechanizmu ma wpływ na sprawność, żywotność i bezpieczeństwo maszyny. To jest taki techniczny fundament, bez którego trudno sobie wyobrazić współczesną inżynierię. Nawet jeśli na pierwszy rzut oka te schematy wydają się podobne, to szczegóły, takie jak przegub i połączenie korbowodu z wałem oraz z suwakiem, świadczą o konkretnym typie mechanizmu. Z mojego doświadczenia wynika, że rozpoznawanie takich układów to bardzo praktyczna umiejętność, którą można wykorzystać zarówno przy naprawach, jak i projektowaniu maszyn.