Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 23/40 punktów (57,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką objętość miał gaz na początku przemiany izotermicznej, jeśli ciśnienie wzrosło z 2 MPa do 6 MPa, a na końcu przemiany gaz zajmuje objętość 3 m3?
W przypadku urazu mechanicznego oka, co należy zrobić w pierwszej kolejności?
Nie wykonuje się naprawy pękniętego korpusu maszyny
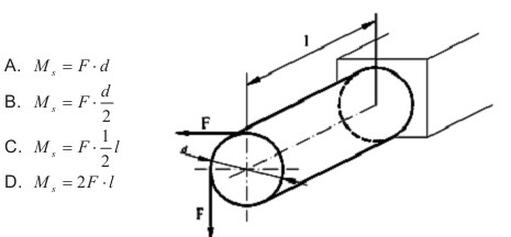
Wałek o średnicy d obciążony jest dwiema siłami F. Moment skręcający wałek wynosi
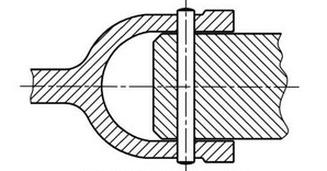
Na rysunku zostało przedstawione połączenie z zastosowaniem wpustu

Rysunek przedstawia
W trakcie naprawy sprzęgła zauważono złamanie czterech kołków zabezpieczających. Możliwą przyczyną uszkodzenia może być
Element odpowiedzialny za realizację ruchów posuwowych na łożu tokarki, to
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Aplikacja cienkiej warstwy ochronnej srebra za pomocą gorącego nawalcowania to
Jaka jest masa cieczy o gęstości 3 kg/m3, zajmującej połowę zbiornika o całkowitej objętości 12 m3?
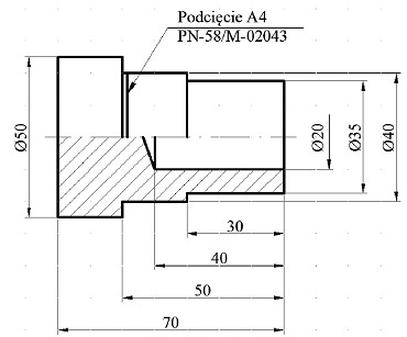
Ile prętów o długości 2 m trzeba zakupić, aby wykonać 100 szt. części zgodnie z przedstawionym rysunkiem, jeżeli naddatek na cięcie wynosi 5 mm?
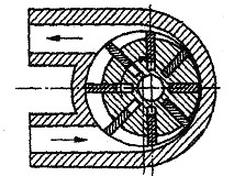
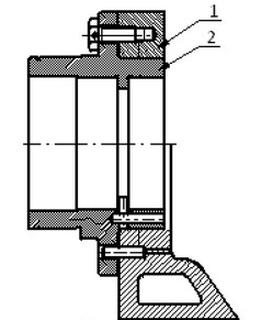
Rysunek przedstawia przekrój pompy
W połączeniu elementów 1 i 2 podzespołu przedstawionego na rysunku
Jakie pierwiastki stopowe są obecne w stali 30HGS?
Jakie są wydatki na materiały niezbędne do realizacji dziennej normy produkcji w przedsiębiorstwie wytwarzającym koła zębate, zatrudniającym 8 pracowników, jeżeli każdy z nich produkuje codziennie 50 kół zębatych, a do wytworzenia jednego koła zębatego potrzeba 0,5 kg surowca? Cena 1 kg surowca wynosi 10 zł?
Ilość ciepła wydobywająca się podczas całkowitego i pełnego spalania jednostki paliwa, zakładając, że para wodna obecna w spalinach nie przechodzi w stan ciekły, wynosi
Jaką wartość ma praca wykonana przez silnik o mocy 3 kW w ciągu 1 minuty?
Co należy zrobić, gdy w galwanizerni wentylacja (wyciąg) przestaje działać?
Podejmując działania pierwszej pomocy wobec osoby porażonej prądem elektrycznym, co należy zrobić w pierwszej kolejności?
Po umieszczeniu pierścieni na tłoku (np. silnika spalinowego), należy
Aby przeprowadzić lutowanie miękkie, konieczne jest zastosowanie spoiwa będącego stopem
Które połączenie przedstawiono na rysunku?
Aby zrealizować połączenie gwintowe, w którym konieczne jest zapewnienie odpowiedniego naprężenia wstępnego, należy użyć klucza
Głównym pierwiastkiem stopowym stali szybkotnących jest
Ściągacz do łożysk przedstawiono na rysunku oznaczonym literą




Rowek pod element pryzmatyczny na wale powinien być wykonany przy zastosowaniu
Aby wykonać nakiełki w wale, należy użyć
W trakcie przeprowadzania konserwacji maszyny, pracownik przypadkowo oblał się benzyną. W takiej sytuacji należy zdjąć zabrudzoną odzież, a oblaną dłoń
Sprzęgło Cardana to typ sprzęgła
Jak można zabezpieczyć domową armaturę łazienkową przed korozją?
Ile zębów powinno mieć koło zębate w przekładni reduktora, jeżeli przełożenie tej przekładni wynosi i=2, a koło zamocowane na wale czynnym posiada 24 zęby?
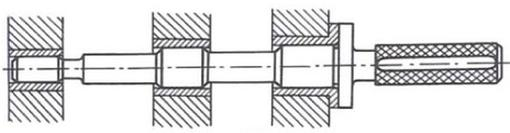
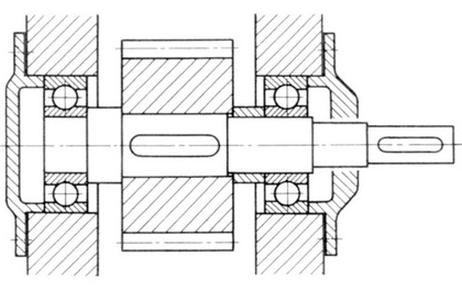
Wałek przedstawiony na rysunku został osadzony w łożyskach
W przypadku napędów mechanizmów roboczych suwnic oraz wciągarek najczęściej wykorzystuje się hamulce
Nieprawidłowo funkcjonująca wentylacja w spawalni może prowadzić do
Zgodnie z dokumentacją techniczno-ruchową, wydajność pompy hydraulicznej powinna wynosić 20 l/s. Jaką wartość powinno się ustawić w regulatorze, który jest wyskalowany w m3/s?
Montaż łożysk na wałkach powinien być wykonany zgodnie z odpowiednim pasowaniem?
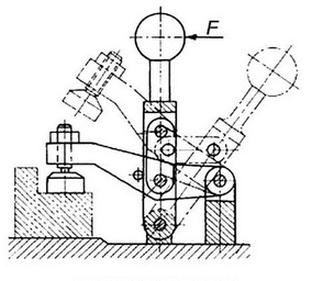
Na rysunku przedstawiono przyrząd obróbkowy z mechanizmem zamocowującym
Jakie oznaczenie odnosi się do gwintu metrycznego o drobnych zwojach?