Pytanie 1
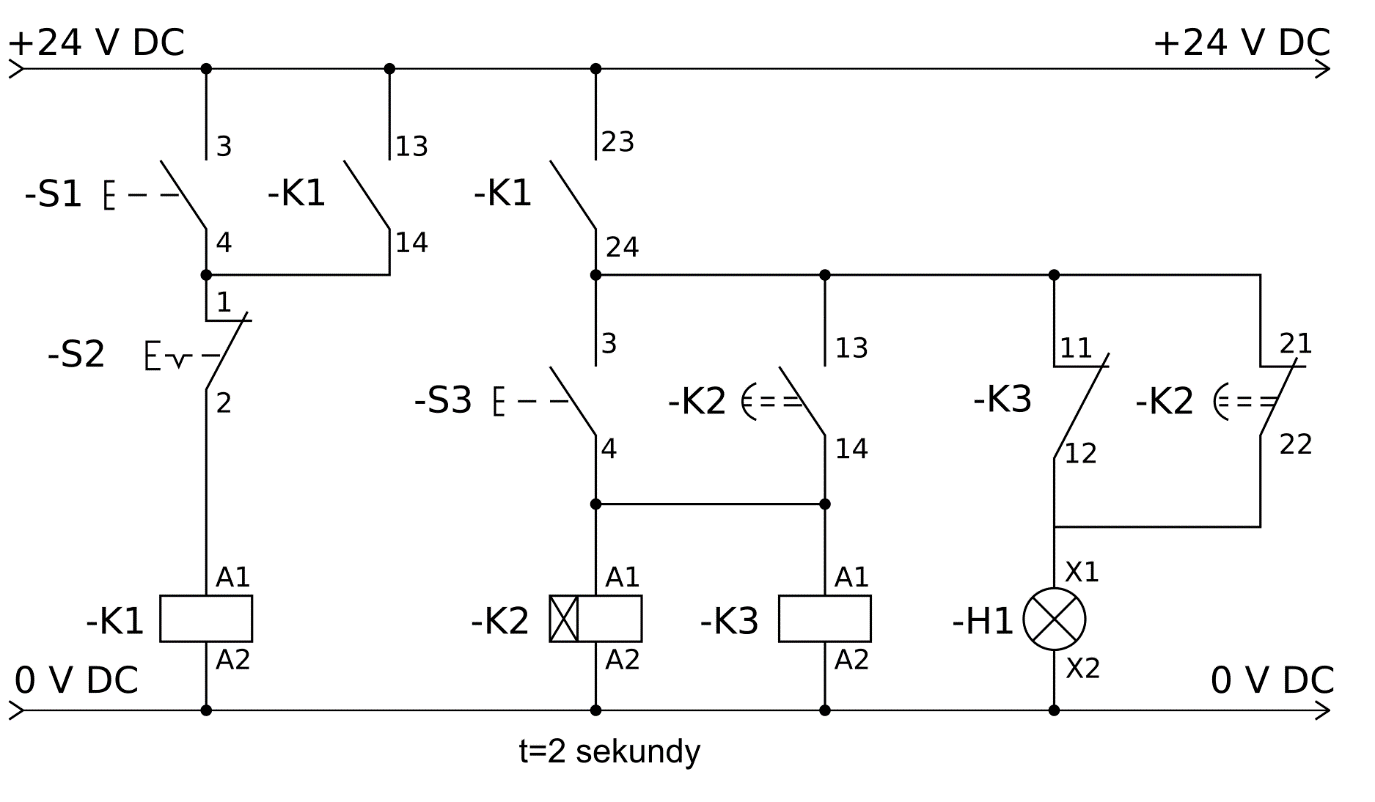
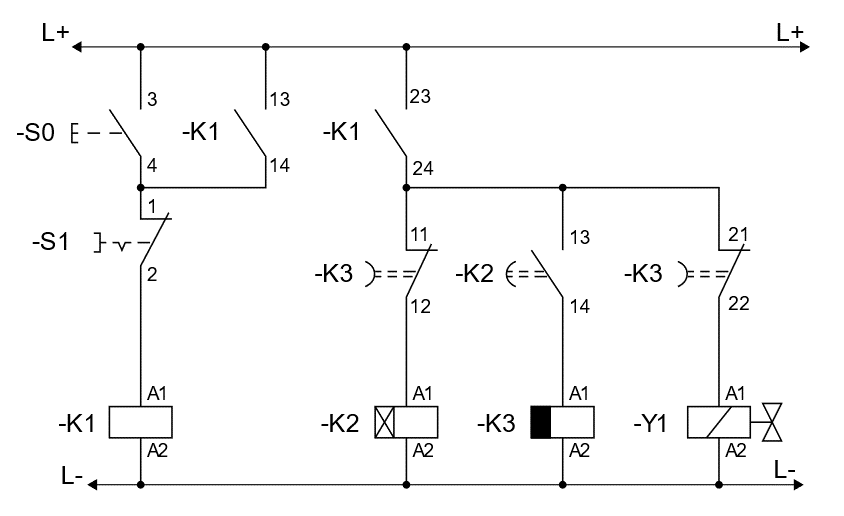
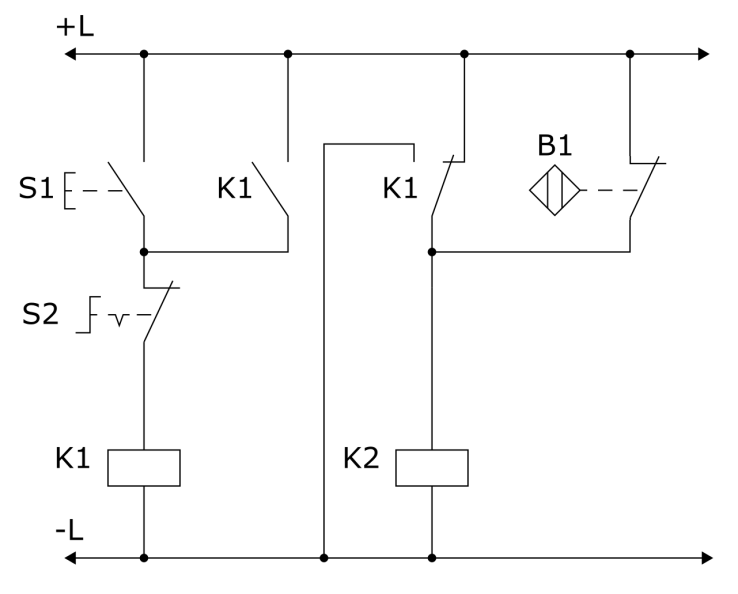
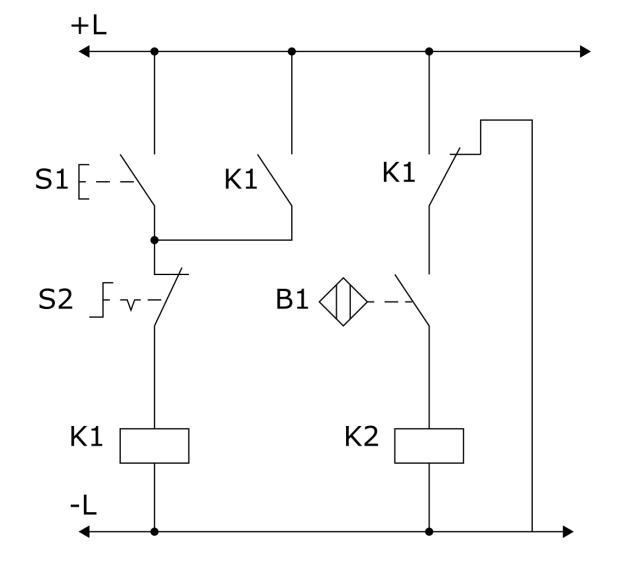
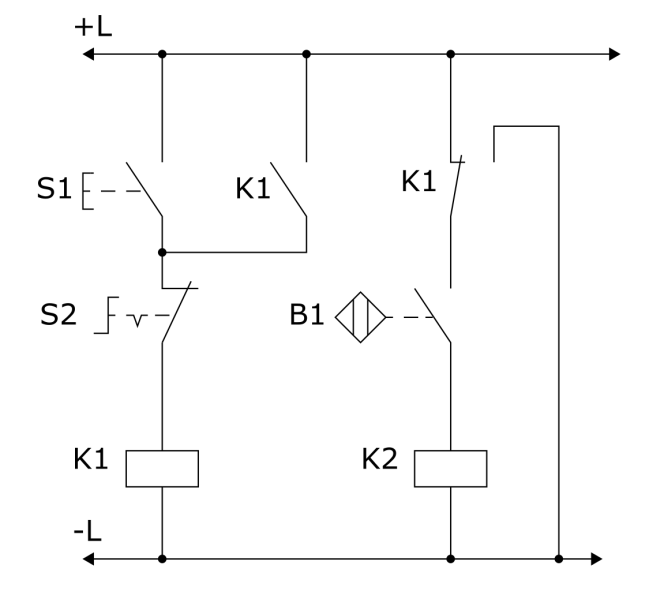
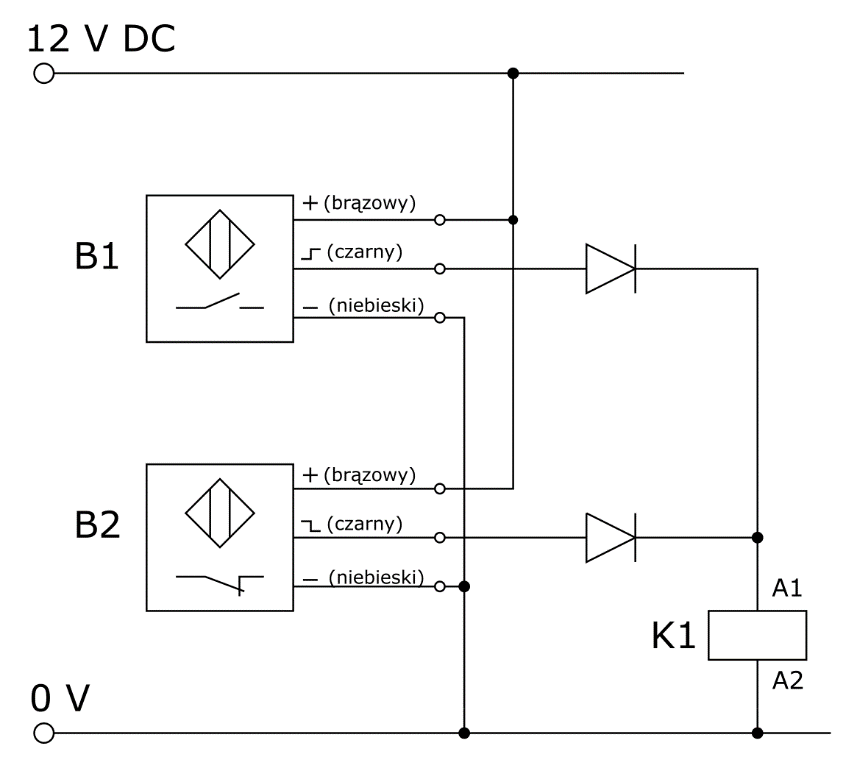
W instalacji sterowania na dwóch przeciwległych końcach przenośnika zastosowano czujniki optyczne z wyjściem PNP, które połączono zgodnie z przedstawionym schematem montażowym. Mimo obecności obiektów w strefie zadziałania obu czujników, na zaciskach A1-A2 cewki K1 brak jest napięcia. Świadczyć to może o
A. uszkodzeniu czujnika B1.
B. nieprawidłowej reakcji obu sensorów.
C. prawidłowej reakcji sensorów.
D. uszkodzeniu czujnika B2.
W tego typu układach automatyki, jak na przedstawionym schemacie, bardzo łatwo popełnić błąd przy diagnozowaniu usterek, bo objawy bywają mylące. Wskazanie nieprawidłowej reakcji obu sensorów to uproszczenie – jeśli oba byłyby niesprawne, praktycznie nie miałoby znaczenia, czy na przenośniku znajduje się obiekt, bo sygnału nigdy by nie było. Najczęściej jednak, gdy mamy dwa czujniki połączone przez diody do wspólnego elementu wykonawczego (tu: cewka stycznika K1), awaria jednego wyjścia powoduje brak napięcia, nawet jeśli drugi działa poprawnie – szczególnie, gdy oczekujemy, że każdy z czujników niezależnie może aktywować układ. Z kolei uznanie, że reakcja sensorów jest prawidłowa, całkiem pomija fakt, że brak sygnału na cewce jednoznacznie świadczy o problemie – sama obecność obiektu w polu czujnika nie gwarantuje sygnału wyjściowego, jeśli któryś sensor nie działa. Często spotykam się z błędnym założeniem, że czujnik jest sprawny, bo 'coś widzi', a tymczasem wyjście nie przełącza. Co do wskazania uszkodzenia czujnika B2, to jest to równie możliwe jak w przypadku B1, ale pytanie nie daje przesłanek, że akurat B2 jest winny. W praktyce, żeby to rozróżnić, mierzy się napięcia na wyjściach obu sensorów osobno. Typowym błędem jest też nieuwzględnienie działania diod – one chronią układ, ale nie naprawią sygnału, jeśli nie płynie z czujnika. Moim zdaniem, w technice naprawczej nie wolno opierać się tylko na domysłach lub na stanie linii transportowej; bez sprawdzenia wyjść czujników łatwo przeoczyć prostą usterkę. Warto zawsze pamiętać, że większość problemów w systemach automatyki bierze się z uszkodzeń pojedynczych elementów, a nie od razu złożonych awarii całego układu. Takie sytuacje uczą, że logiczne rozumowanie i wiedza o funkcjonowaniu czujników PNP to podstawa przy serwisie i projektowaniu systemów sterowania.