Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 26/40 punktów (65,0%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
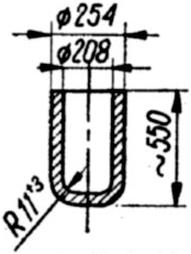
Którą z metod wykonania należy zastosować do produkcji grubościennych tulei stalowych o kształcie i wymiarach określonych na rysunku?
Do podstawowych działań związanych z przygotowaniem walcówki ze stali niestopowej do procesu ciągnienia na zimno zalicza się
Najwyższa prędkość ciągnienia w ciągarce łańcuchowej wynosi 9,2 m/min. Wskaźnik prędkości przeciąganego pręta pokazuje wartość 7,6 m/min. O ile maksymalnie można zwiększyć prędkość ciągnienia tego materiału?
O ile należy dogrzać wsad przeznaczony do wykonania odkuwki, jeśli temperatura kucia stali ma mieścić się w zakresie 900÷1200°C, a wsad ma barwę wiśniową?
| Temperatura, °C | Barwa stali |
|---|---|
| 680 | ciemnoczerwona |
| 740 | ciemnowiśniowa |
| 770 | wiśniowa |
| 800 | jasnowiśniowa |
| 850 | jasnoczerwona |
| 900 | intensywnie jasnoczerwona |
| 950 | żółtoczerwona |
| 1000 | żółta |
| 1100 | jasnożółta |
| 1200 | żółtobiała |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, w jakim zakresie temperatur należy prowadzić wyżarzanie rekrystalizujące mosiądzu.
| Lp. | Materiał | Temperatura, °C | ||
|---|---|---|---|---|
| odprężania | rekrystalizacji | wyżarzania rekrystalizującego | ||
| 1. | Miedź | 300 | 180 ÷ 230 | 500 ÷ 700 |
| 2. | Mosiądz (67% Cu) | 270 ÷ 290 | 350 ÷ 370 | 550 ÷ 600 |
| 3. | Stal (0,1% C) | 400 ÷ 450 | 500 ÷ 520 | 600 ÷ 700 |
| 4. | Nikiel | 400 | 550 | 780 ÷ 850 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które z przedstawionych na rysunkach wyrobów wykonuje się metodą walcowania poprzeczno-klinowego?




To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, które z wymienionych urządzeń walcowniczych należy zastosować do walcowania z wsadu o grubości 3,5 mm blachy o grubości 0,25 mm i szerokości 1800 mm.
| Lp. | Rodzaj walcarki i układ | Materiał walcowany | Przeznaczenie walcarki | Maksymalna prędkość walcowania m/s | ||
|---|---|---|---|---|---|---|
| Grubość wsadu mm | Grubość wyrobu mm | Długość beczki, mm | ||||
| 1. | Układy ciągłe 3-klatkowe kwarto | stal, aluminium | 2÷4 | nie mniej niż 0,6÷0,7 | do 2150 | 5÷20 |
| 2. | Układy ciągłe 4-klatkowe kwarto | stal, aluminium | 2÷3,7 | 0,3÷2,6 | do 2150 | do 20 |
| 3. | Układy ciągłe 5- i 6-klatkowe kwarto | stal | 2÷23 | 0,15÷0,38 | do 2185 | do 40 |
| 4. | Walcarki 6-walcowe | stal | 2÷6 | > 0,02 | do 1000 | do 7,0 |
| 5. | Walcarki 20-walcowe | stal | 0,15÷3,0 | 0,002÷0,7 | do 2000 | do 10 |
Jakie spośród wymienionych produktów są uzyskiwane tylko dzięki procesowi metalurgii proszków?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z poniższych surowców stosowanych w produkcji spieku wielkopiecowego zawiera najwięcej żelaza?
Który z wymienionych substancji stosuje się jako topnik w procesie spiekania w piecu wielkopiecowym, gdy skała macierzysta rud żelaza posiada charakter kwaśny?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaki rodzaj transportu kęsiska przedstawia zdjęcie?

Który rodzaj obróbki plastycznej metali zastosowano do uzyskania elementu przedstawionego na rysunku?

Jakie materiały są używane jako rozdzielacze w trakcie obróbki cieplnej?
Wykorzystując metody elektrolityczne do ochrony powierzchni metalu przed korozją, można uzyskać powłokę ochronną
Który z wymienionych materiałów wsadowych powinien być użyty w procesie kucia swobodnego wału dużej turbiny gazowej?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie działanie należy wykonać tuż przed rozpoczęciem walcowania blach na zimno?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli zamienników smarów i olejów do walcarki mechanicznej MRM 1250, jakim olejem można zastąpić smar Energrease GP 2 podczas prac związanych z konserwacją urządzenia.
| Tabela zamienników smarów i olejów do walcarki mechanicznej MRM 1 250 | ||
|---|---|---|
| Producent | Smar | Olej |
| MOBIL | Kup Grease 2 | Mobil Gear 629 |
| BP | Energrease GP 2 | Energol GR 150 |
| SHELL | Livona 2 | Omala Oil 150 |
| CASTROL | Helvium 2 | Alpha SP 150 |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Na jakim etapie obróbki technologicznej rud miedzi uzyskuje się miedź anodową?
Do jakich celów używa się gazu wielkopiecowego?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie czynności związane z obsługą i konserwacją należy wykonać przed rozpoczęciem pracy oporowego pieca komorowego?