Pytanie 1
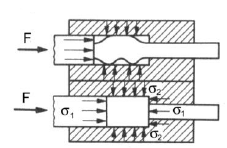
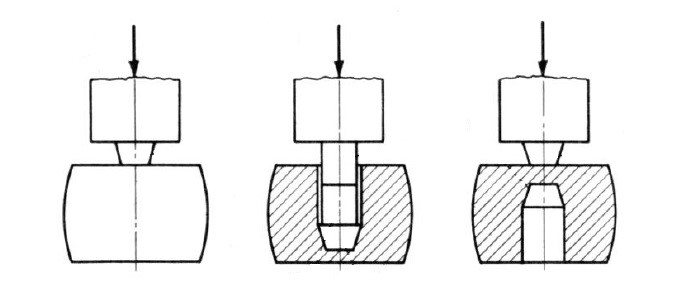
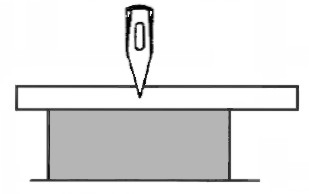
Na rysunku przedstawiono etap wykonywania operacji

A. zgrzewania.
B. gładzenia.
C. wydłużania.
D. rozszerzania.
Wiele osób myli często operacje takie jak gładzenie, wydłużanie czy rozszerzanie ze zgrzewaniem, ale każda z nich pełni zupełnie inną funkcję w technologii obróbki plastycznej metali. Gładzenie polega na wyrównywaniu powierzchni i usuwaniu nierówności po wcześniejszych operacjach kucia, jednak nie prowadzi do łączenia elementów ani nie wymaga tak wysokiej temperatury, jak zgrzewanie. Tu chodzi bardziej o uzyskanie odpowiedniej geometrii i powierzchni, a nie o uzyskanie trwałego połączenia. Z kolei wydłużanie to typowa operacja, gdy zależy nam na zmianie kształtu pręta lub płaskownika – bije się wtedy młotkiem wzdłuż osi, żeby przedłużyć element, a nie połączyć dwa oddzielne fragmenty. Natomiast rozszerzanie stosuje się najczęściej, kiedy trzeba zwiększyć średnicę pierścienia czy rury poprzez rozbijanie na zimno lub na gorąco, ale znowu – nie dotyczy to łączenia powierzchni. Wszystkie te błędne odpowiedzi wynikają często z tego, że operacje kucia na gorąco wyglądają z wierzchu dość podobnie i polegają na uderzaniu, ale cel, sposób prowadzenia i efekty technologiczne są diametralnie różne. Bardzo łatwo się pomylić, kiedy skupiamy się wyłącznie na samym ruchu młotka, a nie analizujemy, co tak naprawdę chcemy osiągnąć w materiale. Zgrzewanie, w przeciwieństwie do pozostałych procesów, wymaga specjalnej techniki, przygotowania powierzchni oraz ściśle określonych parametrów temperatury i siły. W praktyce, dobrze wykonane zgrzewanie jest niezbędne do tworzenia trwałych połączeń, co często jest wyzwaniem dla początkujących w tej dziedzinie.