Pytanie 1
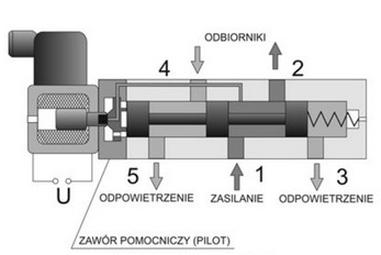
Którą literą na rysunku silnika hydraulicznego oznaczono tarczę rozdzielacza?
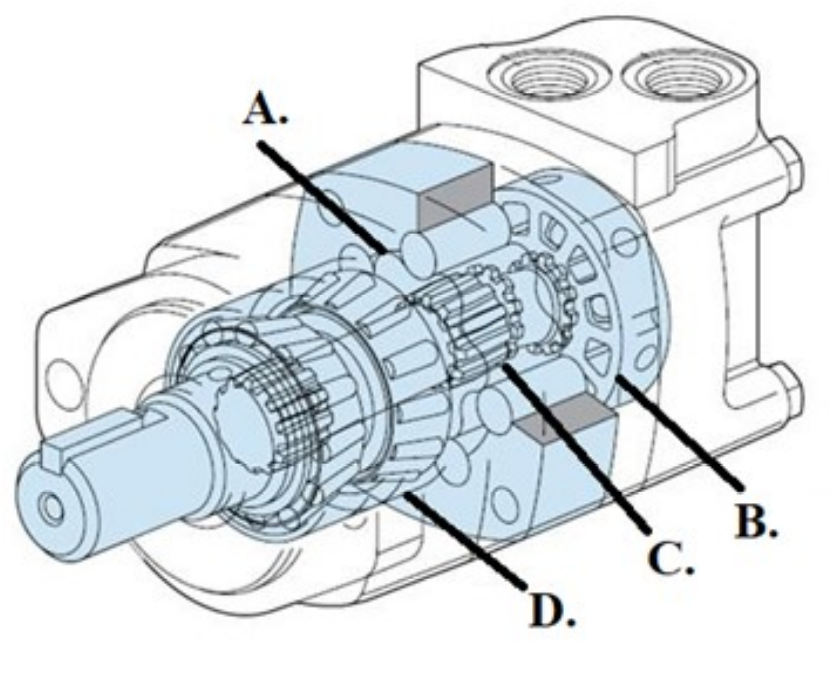
A. A.
B. B.
C. C.
D. D.
Wybór innej odpowiedzi niż B może wynikać z nieporozumienia dotyczącego funkcji oraz umiejscowienia tarczy rozdzielacza w silniku hydraulicznym. Odpowiedzi A, C i D wskazują na inne elementy konstrukcyjne, które mają swoje własne funkcje, lecz nie są związane z rozdzielaniem przepływu cieczy roboczej. Na przykład, odpowiedź A często odnosi się do elementu, który może pełnić rolę osłony lub obudowy, ale nie odpowiada za kierowanie cieczy. Odpowiedzi C i D mogą dotyczyć elementów takich jak wirnik lub tłok, które mają zupełnie inne zadania, takie jak generowanie ruchu lub kompresji. Typowym błędem myślowym jest skupienie się na wizualnym aspekcie rysunku, zamiast zrozumienia funkcji poszczególnych elementów. Często studenci mylą tarczę rozdzielacza z innymi elementami silnika, co może wynikać z braku zrozumienia schematów hydraulicznych. Kluczowe jest, aby przed udzieleniem odpowiedzi na pytanie testowe, dokładnie przeanalizować wszystkie elementy schematu i ich funkcje. W kontekście branżowym, ignorowanie dokładnych oznaczeń i ich zrozumienie może prowadzić do poważnych błędów w diagnozowaniu i naprawie systemów hydraulicznych, co w dłuższej perspektywie ma wpływ na efektywność i bezpieczeństwo pracy urządzeń.