Pytanie 1
Oznaczony na rysunku kąt płytki wieloostrzowej otn, to kąt
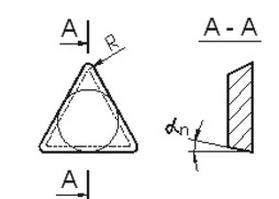
A. natarcia.
B. przyłożenia.
C. skrawania.
D. ostrza.
Wybór jednej z pozostałych opcji, takich jak kąt skrawania, natarcia czy ostrza, wynika z niezrozumienia fundamentalnych różnic między tymi pojęciami. Kąt skrawania odnosi się do kąta pomiędzy ostrzem narzędzia a powierzchnią skrawanego materiału w momencie obróbki, co ma znaczący wpływ na efektywność skrawania oraz na jakość wykończenia powierzchni. Z kolei kąt natarcia to kąt, pod jakim narzędzie wchodzi w kontakt z materiałem, co również ma istotne znaczenie, ale nie jest tym samym co kąt przyłożenia. Kąt ostrza to termin używany przy opisie geometrii narzędzi skrawających, jednak w kontekście rysunku i podanego zagadnienia, nie odnosi się do kątów o znaczeniu praktycznym w skrawaniu. Zrozumienie tych różnic jest kluczowe dla prawidłowego zaprojektowania procesu obróbczy. Błędne podejście do tych terminów może prowadzić do niewłaściwego doboru narzędzi oraz ustawień maszyn, co w efekcie skutkuje obniżoną jakością obrabianych detali oraz zwiększonym zużyciem narzędzi. Aby uniknąć takich pułapek, warto zapoznać się z zasobami edukacyjnymi lub standardami branżowymi, które szczegółowo opisują te aspekty i pomagają w prawidłowym doborze parametrów skrawania.