Pytanie 1
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 29/40 punktów (72,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ, na podstawie wytycznych zamieszczonych w tabeli, jakie czynności konserwacyjne sprężarki tłokowej powinny być wykonywane najczęściej.
| Czynność | Cykle | |
|---|---|---|
| Filtr ssący | kontrolowanie | co tydzień |
| czyszczenie | co 60 godzin eksploatacji | |
| wymiana | zależnie od potrzeb (co najmniej raz w roku) | |
| Kontrola stanu oleju | codziennie przed uruchomieniem | |
| Wymiana oleju | pierwsza wymiana | po 40 godzinach eksploatacji |
| kolejne wymiany | raz w roku | |
| Spust kondensatu | co najmniej raz w tygodniu | |
| Czyszczenie zaworu zwrotnego | co najmniej raz w roku | |
| Pasek klinowy | kontrola naprężenia | co tydzień |
| wymiana | w przypadku zużycia | |
Aby ocenić jakość obecnych połączeń elektrycznych w urządzeniu mechatronicznym, należy przede wszystkim przeprowadzić pomiar
Jaką czynność należy zrealizować w pierwszej kolejności przy wymianie filtru ssawnego w instalacji hydraulicznej?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką czynność należy wykonać jako pierwszą przed rozpoczęciem instalacji oprogramowania dedykowanego do programowania sterowników PLC?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
W przypadku siłownika zasilanego powietrzem pod ciśnieniem równym 8 barów, który jest w stanie wykonać maksymalnie nmax = 50 cykli/min, a w trakcie jednego cyklu zużywa 1,4 litra powietrza, jakie powinny być parametry sprężarki do jego zasilania?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jakie rodzaje środków ochrony osobistej powinny być używane podczas pracy z tokarką CNC?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaką rolę pełnią enkodery w serwonapędach AC?
Jakie informacje powinien zawierać raport z realizowanych prac konserwacyjnych frezarki numerycznej?
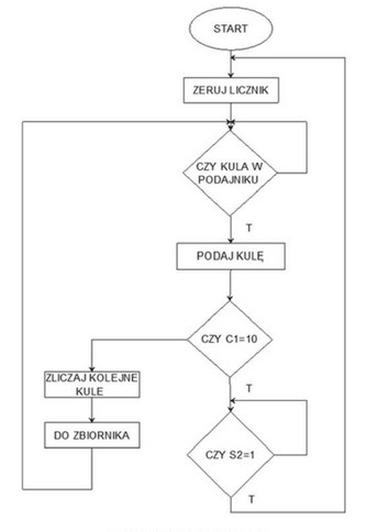
Na rysunku zamieszczono schemat blokowy procesu pakowania kul. Którego modułu funkcyjnego należy użyć w programie realizującym ten proces?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Którego symbolu graficznego należy użyć w celu przedstawienia na schemacie łożyska tocznego wzdłużnego jednostronnego?

Który z elektrycznych silników ma następujące parametry znamionowe: ∆/Y 230/400 V; 2/1,15 A; 0,37 kW; cosφ 0,71; 1350 min-1?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Którego symbolu graficznego należy użyć w celu oznaczenia na schemacie pneumatycznym sposobu sterowania zaworem za pomocą dźwigni?

To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Według zasad rysowania schematów układów pneumatycznych, symbolem składającym się z litery A oraz cyfr oznacza się
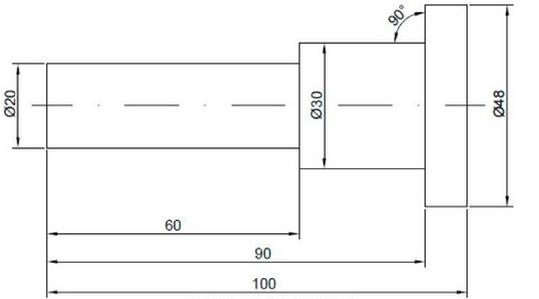
Która z wymienionych zasad wymiarowania nie została zachowana na rysunku?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wskaż operator używany w języku IL, który musi być uwzględniony w programie sterującym, aby zrealizować instrukcję skoku do etykiety FUN_1?
Które nastawy muszą zostać wybrane w oknie konfiguracyjnym timera, aby załączał swoje wyjście na 5 sekund od momentu podania na jego wejście logicznej jedynki?

To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
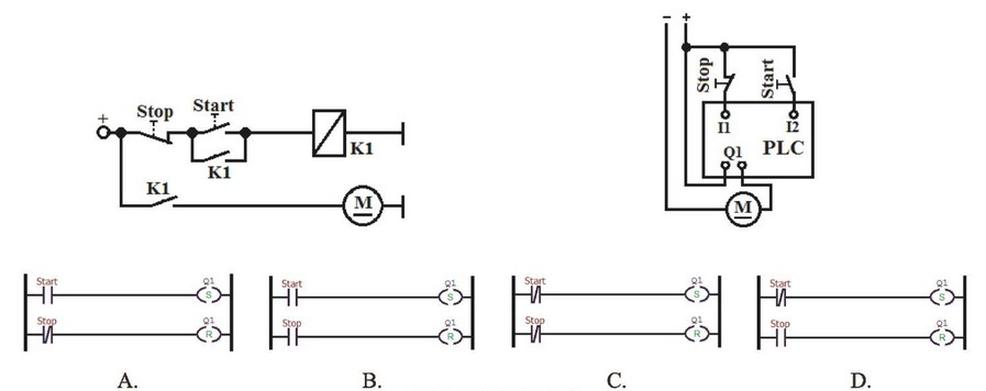
Układ przekaźnikowy z samopodtrzymaniem załączający silnik elektryczny małej mocy zastąpiono układem ze sterownikiem PLC. Który z programów wprowadzony do sterownika zapewni identyczne sterowanie silnikiem do sterowania realizowanego przez układ przekaźnikowy?
Radiator, który ma zanieczyszczenia z pasty termoprzewodzącej, powinien być oczyszczony przy użyciu
Jakie z poniższych działań może być realizowane podczas eksploatacji pompy hydroforowej?
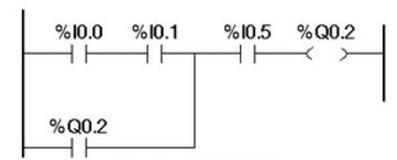
Która funkcja logiczna jest realizowana przez przedstawiony program
Który z parametrów nie jest uwzględniony w specyfikacji technicznej frezarki numerycznej CNC?
To pytanie jest dostępne tylko dla zalogowanych użytkowników. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Nieprzerwane monitorowanie wibracji silnika elektrycznego w systemie napędowym oraz analiza spektrum drgań umożliwiają wczesne zidentyfikowanie