Pytanie 1
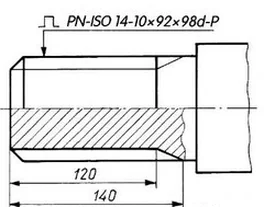
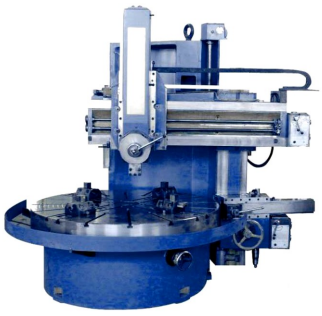
Do wykonania rowka wpustowego w otworze koła zębatego przedstawionego na rysunku należy zastosować

A. dłutownicę pionową.
B. szlifierkę do otworów.
C. frezarkę uniwersalną.
D. strugarkę poziomą.
Wybór innej maszyny do wykonania rowka wpustowego w otworze koła zębatego, takiej jak frezarka uniwersalna, strugarka pozioma czy szlifierka do otworów, nie jest uzasadniony w kontekście precyzyjnej obróbki tego typu. Frezarka uniwersalna, choć wszechstronna, nie jest zoptymalizowana do wykonywania rowków w taki sposób jak dłutownica pionowa. Możliwości frezarki są ograniczone, szczególnie w odniesieniu do głębokości i kształtu rowków wpustowych, co może prowadzić do błędów w wymiarach i jakości. Strugarka pozioma, z kolei, jest przeznaczona głównie do obróbki płaskich powierzchni, co czyni ją niewłaściwym narzędziem w przypadku rowków. W przypadku szlifierki do otworów, jej zastosowanie polega na poprawie wykończenia powierzchni, a nie na wytwarzaniu rowków, co wprowadza w błąd w kontekście tego pytania. Kluczowym błędem myślowym jest założenie, że każda maszyna do obróbki metalu jest wystarczająca do wykonania każdej operacji, co prowadzi do nieodpowiednich wyborów technologicznych. W rzeczywistości, dobór narzędzi powinien być oparty na specyfice zadania oraz wymaganiach dotyczących precyzji i wydajności obróbki.