Pytanie 1
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Wynik: 29/40 punktów (72,5%)
Wymagane minimum: 20 punktów (50%)
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
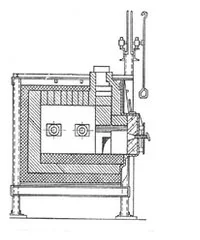
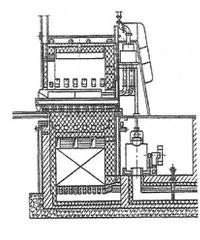
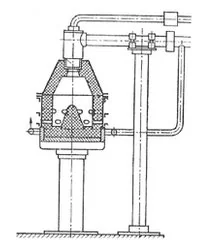
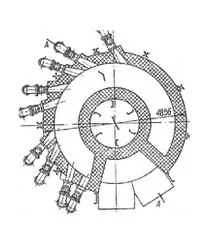
Na którym rysunku przedstawiono piec oczkowy?
Który z wymienionych procesów produkcji stali pozwala na utlenienie zbędnego węgla do wartości poniżej 0,05%?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
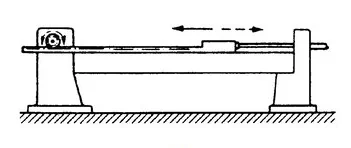
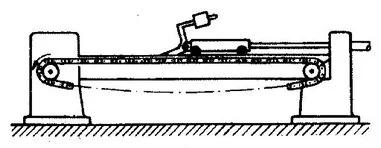
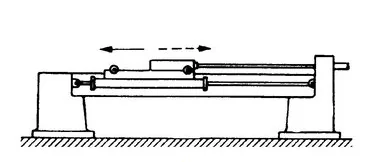
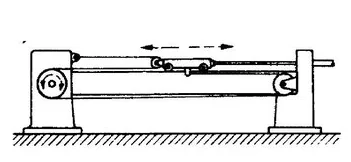
Na którym rysunku przedstawiono zasadę działania ciągarki ławowej łańcuchowej?
Przedstawiona na fotografii maszyna pomocnicza, stosowana w kuźni, to

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Określ na podstawie tabeli, w jakim zakresie temperatur należy prowadzić wyżarzanie rekrystalizujące mosiądzu.
| Lp. | Materiał | Temperatura, °C | ||
|---|---|---|---|---|
| odprężania | rekrystalizacji | wyżarzania rekrystalizującego | ||
| 1. | Miedź | 300 | 180 ÷ 230 | 500 ÷ 700 |
| 2. | Mosiądz (67% Cu) | 270 ÷ 290 | 350 ÷ 370 | 550 ÷ 600 |
| 3. | Stal (0,1% C) | 400 ÷ 450 | 500 ÷ 520 | 600 ÷ 700 |
| 4. | Nikiel | 400 | 550 | 780 ÷ 850 |
Które z wymienionych w tabeli cegieł ogniotrwałych są zaliczane do materiałów kwaśnych?
| Rodzaj cegieł ogniotrwałych | Skład chemiczny, % | ||||||
|---|---|---|---|---|---|---|---|
| SiO₂ | Al₂O₃ | TiO₂ | CaO | MgO | Fe₂O₃ | Cr₂O₃ | |
| A. Szamotowe | 51,0÷59,0 | 35÷40 | 2,0÷3,0 | 0,3÷0,5 | 0,5÷0,6 | 1,6÷2,5 | – |
| B. Forsterytowe | 31÷34 | 1,5÷1,7 | – | 1,4÷1,6 | 53÷55 | 9,0÷9,3 | 1,4÷1,7 |
| C. Chromitowo-magnezytowe | 2÷8 | 21÷23 | – | 0,9÷1,2 | 30÷37 | 10÷12 | 22÷30 |
| D. Magnezytowo-chromitowe | 4,9÷5,5 | 6,5÷23,0 | – | 0,7÷2,7 | 33÷69 | 8,9÷9,4 | 6÷23 |
Który z podanych rodzajów obróbki wykańczającej produktów gotowych zapewnia obrabianej powierzchni najwyższy poziom gładkości?
Określ na podstawie tabeli, który gniot bezwzględny należy zastosować w szóstym przepuście przy walcowaniu blachy o końcowej grubości 14 mm.
| Wartości kolejnych gniotów do walcowania blach 14 x 2000 x 6000 mm | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Nr Przepustu | Wymiary pasma | Δh mm | λ | Średnica walców D mm | Temperatura metalu °C | Średni nacisk jednostkowy p MPa | ||||||
| grubość mm | szerokość mm | długość m | ||||||||||
| 0 | 200 | 1600 | 2,5 | – | – | – | – | – | ||||
| 1 | 183 | 1740 | 2,5 | 17 | 1,09 | 1034 | 1200 | 53 | ||||
| 2 | 153 | 2070 | 2,5 | 30 | 1,19 | 1034 | 1197 | 53 | ||||
| 3 | 113 | 2070 | 3,37 | 40 | 1,35 | 1034 | 1192 | 58 | ||||
| 4 | 83 | 2070 | 4,60 | 30 | 1,36 | 1034 | 1183 | 63 | ||||
| 5 | 60 | 2070 | 6,28 | 23 | 1,38 | 1034 | 1167 | 72 | ||||
| 6 | 44 | 2070 | 8,56 | 16 | 1,36 | 800 | 1147 | 82 | ||||
| 7 | 32 | 2070 | 11,77 | 12 | 1,38 | 800 | 1120 | 94,4 | ||||
| 8 | 24 | 2070 | 15,70 | 8 | 1,33 | 800 | 1081 | 114,0 | ||||
| 9 | 19 | 2070 | 19,83 | 5 | 1,26 | 800 | 1034 | 132,8 | ||||
| 10 | 16 | 2070 | 23,55 | 3 | 1,19 | 800 | 985 | 146,4 | ||||
| 11 | 14,5 | 2070 | 26,00 | 1,5 | 1,10 | 800 | 940 | 147,2 | ||||
| 12 | 14,0 | 2070 | 26,91 | 0,5 | 1,04 | 800 | 900 | 133,2 | ||||
Najwyższa prędkość ciągnienia w ciągarce łańcuchowej wynosi 9,2 m/min. Wskaźnik prędkości przeciąganego pręta pokazuje wartość 7,6 m/min. O ile maksymalnie można zwiększyć prędkość ciągnienia tego materiału?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który rodzaj procesu stosowanego podczas produkcji blach grubych przedstawia rysunek?
Temperatura topnienia brązu cynowego CuSn10 wynosi w przybliżeniu 1020°C. Zalecana temperatura wlewania wlewnic jest o 50 stopni wyższa. Jaką temperaturę należy ustawić do wylania brązu z pieca?
Który z poniższych półwyrobów jest używany jako surowiec do produkcji rur zgrzewanych?
Określ na podstawie tabeli, jaki należy zaplanować czas przeprowadzania remontu bieżącego wielkiego pieca, jeśli stan pieca jest zadowalający.
| Rodzaj remontu | Cykl remontowy | Czas trwania remontu |
|---|---|---|
| Bieżący (stan pieca dobry) | Co 6 miesięcy | 12÷16 godzin |
| Bieżący (stan pieca zadowalający) | Co 2÷3 miesiące | 6÷10 godzin |
| Średni | Co 18÷24 miesięcy | 4÷6 dni |
| Kapitalny | Co 3÷7 lat | 30÷65 dni |
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Jaki typ wsadu o kształcie cylindrycznym powinno się używać w procesie ciągnienia na zimno stalowych drutów o średnicy 2÷4 mm?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które z poniższych urządzeń nadaje się najlepiej do precyzyjnego i bezstratnego pocięcia arkusza blachy stalowej o wymiarach 1500 x 1000 mm i grubości 1,5 mm na pasy o szerokości 200 mm?
Na podstawie fragmentu tabeli konserwacji elementów suwnicy pomostowej określ, który element suwnicy lub parametr powinien być sprawdzany najczęściej.
| Lp. | Kontrola przy uruchamianiu po montażu lub remoncie | Kontrola codzienna na początku pracy | Pierwszy raz po 3 miesiącach | Regularna konserwacja po 12 miesiącach | Konserwacja po 10 latach względnie przy remoncie generalnym | Tabela konserwacji elementów suwnicy pomostowej |
|---|---|---|---|---|---|---|
| 1 | x | x | x | Hamulec | ||
| 2 | x | x | x | Połączenia śrubowe | ||
| 3 | x | x | x | Uzębienie wału/koła: zużycie, smarowanie | ||
| 4 | x | Wymiana oleju/smaru przekładniowego |
Który typ walcarki przedstawiono na rysunku?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
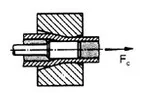
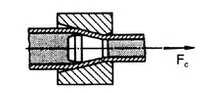
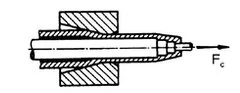
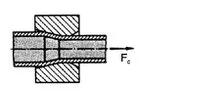
Na którym rysunku przedstawiono metodę ciągnienia rur na korku swobodnym?
Na którym rysunku przedstawiono wyroby wykonane metodą tłoczenia?




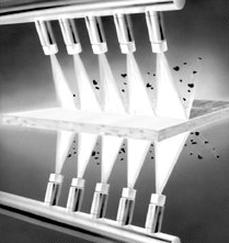
Które oprzyrządowanie urządzeń do obróbki plastycznej przedstawiono na fotografii?

To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Który z poniższych surowców stosowanych w produkcji spieku wielkopiecowego zawiera najwięcej żelaza?
Które urządzenie używane na składowisku materiałów wsadowych przedstawiono na rysunku?

Którą metodę obróbki plastycznej zastosowano do produkcji wyrobów przedstawionych na rysunku?

Określ na podstawie tabeli czas nagrzewania indukcyjnego pręta kwadratowego o boku 150 mm z niestopowej stali konstrukcyjnej, jeśli częstotliwość prądu wynosi 50 Hz.
| Średnica wsadu mm | Czas nagrzewania w minutach przy różnych częstotliwościach prądu | |||
|---|---|---|---|---|
| 50 Hz | 500 Hz | 1000 Hz | 2500 Hz | |
| 70 | - | 2,6 | 2,8 | 3,0 |
| 80 | - | 3,2 | 3,6 | 4,0 |
| 90 | - | 4,2 | 4,6 | 5,0 |
| 100 | - | 5,5 | 6,0 | - |
| 110 | - | 7,0 | 7,5 | - |
| 120 | - | 8,5 | 9,0 | - |
| 150 | 12,0 | 14,0 | 16,0 | - |
| 175 | 15,0 | 18,0 | - | - |
| – przy nagrzewaniu stali wysokostopowych czas należy zwiększyć o ok. 20 – 30% – dla prętów o przekroju kwadratowym minimalny czas grzania jest 1,25 razy dłuższy niż dla prętów okrągłych | ||||
W jakim zakresie temperatur powinniśmy podgrzewać stalowy wsad przed walcowaniem na gorąco blach o dużej grubości?
Jakie jest główne zastosowanie żużli hutniczych w przemyśle?
To pytanie jest dostępne tylko dla uczniów i nauczycieli. Zaloguj się lub utwórz konto aby zobaczyć pełną treść pytania.
Odpowiedzi dostępne po zalogowaniu.
Wyjaśnienie dostępne po zalogowaniu.
Które sortymenty koksu mogą znajdować się w naboju do wielkiego pieca, jeśli zasypuje się tam wyłącznie frakcje o granulacji powyżej 0,04 m?
| Sortyment | Wielkość kawałków, mm |
|---|---|
| Kęsy | > 80 |
| Kostka | 80÷63 |
| Orzech I | 63÷40 |
| Orzech II | 40÷20 |
| Groszek I | 20÷10 |
| Groszek II | 20÷6,3 |
| Koksik I | 10÷0 |
| Koksik II | 6,3÷0 |
Jakiego rodzaju obróbki cieplnej stali używa się, aby uzyskać strukturę martenzytyczną?
Określ na podstawie tabeli, który środek zastosowany podczas ciągnienia aluminium pozwala uzyskać najmniejsze tarcie między odkształcanym materiałem i ciągadłem.
| Lp. | Współczynnik tarcia μ | Rodzaj użytego środka | Rodzaj ciągnionego materiału | Materiał ciągadła |
|---|---|---|---|---|
| 1. | 0,01÷0,05 | mydło potasowe | stal niestopowa ok. 0,53% C | węgliki spiekane |
| 2. | 0,03÷0,04 | mydło potasowe | stal niestopowa ok. 0,05% C | węgliki spiekane |
| 3. | 0,075 | olej rzepakowy | aluminium | stal narzędziowa |
| 4. | 0,149 | olej maszynowy | aluminium | stal narzędziowa |
| 5. | 0,166 | smar maszynowy | aluminium | stal narzędziowa |