Pytanie 1
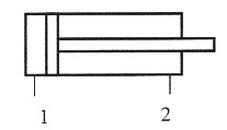
Podanie sprężonego powietrza o ciśnieniu p = constans do obu komór siłownika jednocześnie, zgodnie z przedstawionym schematem, spowoduje, że tłoczysko będzie
A. wysuwać się ruchem szybkim.
B. wsuwać się ruchem szybkim.
C. wsuwać się ruchem powolnym.
D. wysuwać się ruchem powolnym.
Brak odpowiedzi na to pytanie.
Wyjaśnienie poprawnej odpowiedzi:
Podanie sprężonego powietrza o stałym ciśnieniu do obu komór siłownika jednocześnie skutkuje równoważeniem sił działających na tłoczysko. Powierzchnia tłoka jest większa od powierzchni pręta, co powoduje, że siła wypadkowa jest skierowana do wysuwania tłoczyska. Pomimo tego, że obie komory są pod ciśnieniem, ruch tłoczyska będzie powolny. Wynika to z oporu stawianego przez powietrze, które musi zostać wypchnięte z komory pręta. W praktyce, w zastosowaniach hydraulicznych i pneumatycznych, takie zjawisko zauważa się w cyklach pracy maszyn, gdzie kontrola prędkości ruchu jest kluczowa. Wydajność siłowników pneumatycznych można regulować poprzez zastosowanie zaworów przepływowych, które ograniczają ilość powietrza dostarczanego do komór lub poprzez konstrukcję siłowników z różnymi średnicami tłoków. Dobrze zbalansowany system z wykorzystaniem tych zasad zapewnia niezawodność i efektywność działania urządzeń przemysłowych.
Podanie sprężonego powietrza o stałym ciśnieniu do obu komór siłownika jednocześnie skutkuje równoważeniem sił działających na tłoczysko. Powierzchnia tłoka jest większa od powierzchni pręta, co powoduje, że siła wypadkowa jest skierowana do wysuwania tłoczyska. Pomimo tego, że obie komory są pod ciśnieniem, ruch tłoczyska będzie powolny. Wynika to z oporu stawianego przez powietrze, które musi zostać wypchnięte z komory pręta. W praktyce, w zastosowaniach hydraulicznych i pneumatycznych, takie zjawisko zauważa się w cyklach pracy maszyn, gdzie kontrola prędkości ruchu jest kluczowa. Wydajność siłowników pneumatycznych można regulować poprzez zastosowanie zaworów przepływowych, które ograniczają ilość powietrza dostarczanego do komór lub poprzez konstrukcję siłowników z różnymi średnicami tłoków. Dobrze zbalansowany system z wykorzystaniem tych zasad zapewnia niezawodność i efektywność działania urządzeń przemysłowych.